



我们的现场实拍视频将带您走进不锈钢带孔钢板卷筒焊接矿山设备卷筒制作为您服务产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:不锈钢带孔钢板卷筒焊接矿山设备卷筒制作为您服务的图文介绍


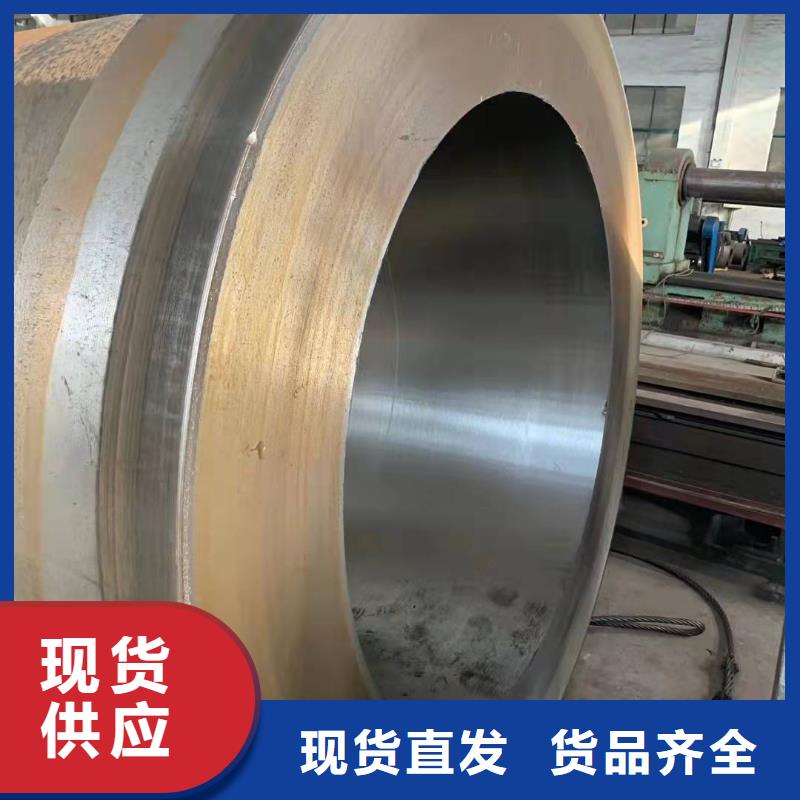
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



山特金属制品有限公司常年现货销售 陕西桥式滤水管等。公司以优质产品的质量销售给广大的客户,满足客户的生产需要自成立以来始终坚持以 市场为导向、以客户为中心、以质量为企业命脉、以诚信为治企之本、坚持认真严谨的原则稳步进取,不断发 展壮大,在业界确立了稳固的销售服务体系,以良好的信誉 、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户信赖。


首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



钢板卷管卷管按照不同的性质和功能分类可以分为不同的种类和型号,在不同的行业和领域中具有不同的使用性能和价值。大口径卷管的生产需要按照相应的工艺生产,在生产时添加一些辅助原料,提高卷管的使用性和耐用性,增加卷管的使用寿命和使用价值。 焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢。中文名焊接钢管坯料钢板或带钢焊接方法电弧焊管、高频或低频电阻焊管焊缝形状直缝焊管和螺旋焊管直缝焊管生产工艺简单,生产效率高腐蚀性


大口径钢板卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图 :材料检查 检查材料质量合格证明书、标识及检验报告是否符合现行有关标准及规范的要求。钢板厚度及允许偏差是否符合产品标准的要求。钢材外观质量是否符合 现行有关标准的规定,当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于钢材厚度允许偏差值的12;钢材表面的锈蚀等级应符合现行 标准涂装前钢材表面锈蚀等级和除锈等级GB8923规定的C级及C级以上;钢材端边或断口处不应有分层、夹渣等缺陷。


