





顶锻性
指金属材料承受打铆、镦头等的顶锻变形的性能。金属的顶锻性,是用顶锻试验测定的。
热处理工艺性
指金属或合金在固态范围内,通过一定的加热、保温和冷却方法,以改变金属或合金的内部组织,而得到所需性能的一种工艺操作。热处理工艺就是异型管经过热处理后其组织和性能改变的能力,包括淬硬性、淬透性、回火脆性等。
铸造性
铸造性包括流动性、收缩性和偏析倾向等。流动性是指液态金属充满铸模的能力,流动性愈好,愈易铸造细薄精致的铸件,收缩性是指铸件凝固时体积收缩的程度,收缩愈小,铸件凝固时变形愈小。偏析是指化学成分不均匀,偏析愈严重,铸件各部位的性能愈不均匀,铸件的可靠性愈小。


焊接性
指管材在特定结构和工艺条件下通过常用焊接方法获得预期质量要求的焊接接头的性能。焊接性一般根据焊接时产生的裂纹敏感性和焊缝区力学性能的变化来判断。
冲压性
指异型管经过冲压变形而不发生裂纹等缺陷的性能。为保证制品的质量和工艺的顺利进行,用于冲压的金属板、带等必须具有合格的冲压性能。
冷弯性
异型管材料在常温下能承受弯曲而不破裂的性能,称为冷弯性。出现裂纹前能承受的弯曲程度愈大,则材料的冷弯性能愈好。



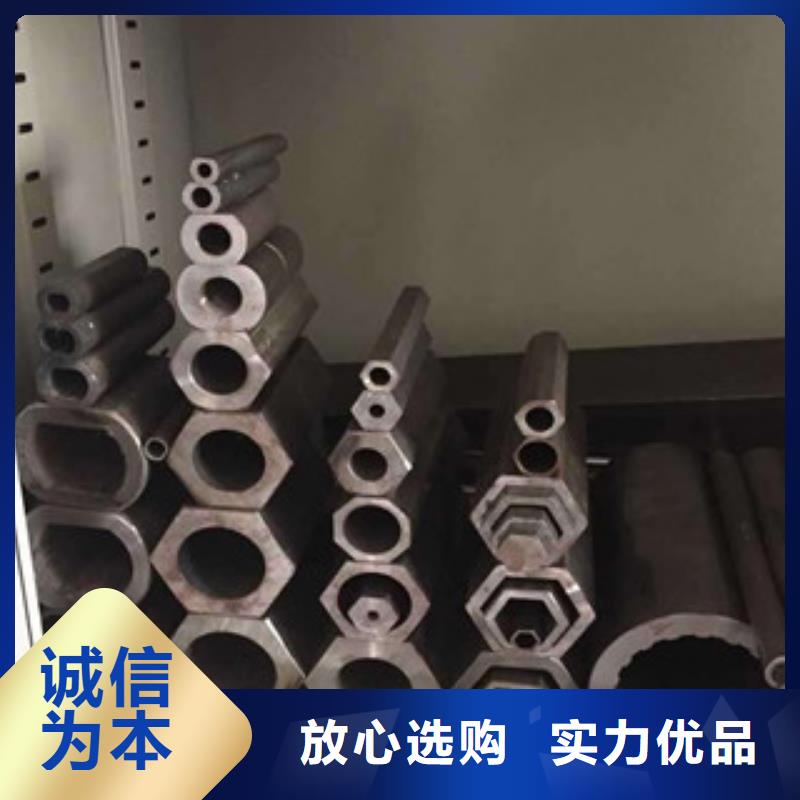
异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。


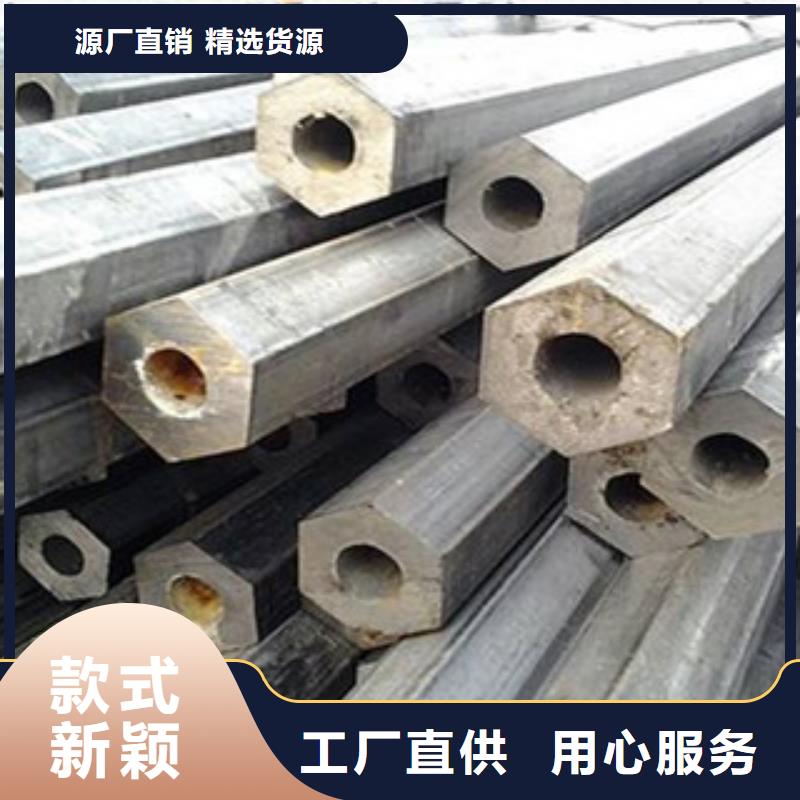
材料要求
材料的材质,尺寸精度,表面质量,成型形状和力学性能等对冷弯型钢产品的表面质量,强度,耐蚀性及其使用寿命有着直接的关系。当有可靠根据时,可采用其他牌号的钢材,但应符合相应有关 标准的要求。特别是相关材料的屈服点上的纵横伸长率及冷弯试验得到的弯心直径等对冷弯异型管的影响很大。
工艺特点
在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变。在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对异型管进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。


浩融金属制品厂有限公司成立于2015年,主要经营 山东济南钢板,可根据客户的要求进行 山东济南钢板生产、配送、售后等服务,为企业提供有质量保证、价格优惠的 山东济南钢板产品, 诚信经营、质量为本、互利共赢是我司的宗旨,俗话说得好“诚信赢天下”,我司秉承诚信经营,把控质量,和企业共同成长的理念和价值观,携手同行和企业,建立长期的合作伙伴关系,共同为建设美好的中国出一份力量。 我们的团队是一支有责任心、有效率、阳光、团结的团队,公司的发展离不开员工,我司将坚持提高员工的福利,让全体员工实现人生价值,共同成长。 我们的目标是让公司成为j i具影响力的 山东济南钢板服务商。


