
联系我们

您也许对辽源本地以下产品新闻也感兴趣
当前位置:
亿铭泰
有限公司 >辽源当地综合推荐News
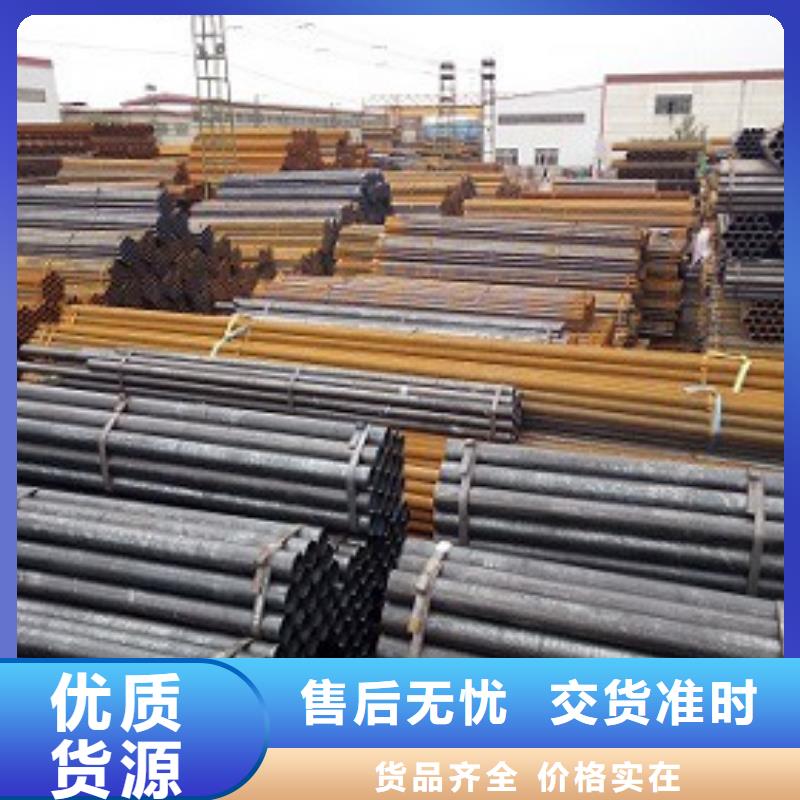
焊管-【镀锌方管】专业生产厂家
更新时间:2024-12-25 23:40:20 浏览次数:3 公司名称: 亿铭泰 有限公司
以下是:焊管-【镀锌方管】专业生产厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 97 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
以下是:焊管-【镀锌方管】专业生产厂家的图文视频


在吉林省辽源市采购焊管-【镀锌方管】专业生产厂家请认准亿铭泰
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:隋经理-15222633686,QQ:477988842,地址:大邱庄发货到吉林省 辽源市 东丰县、东辽区)。 吉林省,辽源市 2022年,辽源市实现地区生产总值501.01亿元,同比增长3.8%。
焊管-【镀锌方管】专业生产厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:焊管-【镀锌方管】专业生产厂家的图文介绍
亿铭泰 有限公司相伴一生,值得托付,为客户提供好的 吉林辽源无缝钢管产品好的服务,是企业不懈的追求。


在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点 在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点 在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点。



大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;



酸洗常用的酸有盐酸、硫酸、磷酸、 、氨基磺酸等无机酸,和柠檬酸、EDTA等有机酸。但由于酸对金属设备均有腐蚀作用,尤其无机酸的腐蚀更为严重,同时所放出的氢会向金属内部扩散,使被洗设备发生氢脆。另外所析出的大量的酸性气体,会使劳动条件恶化。因此在酸洗时要加入缓蚀剂,以抑制金属在酸性介质中的腐蚀,减少酸的使用量,提高酸洗效果,延长热力设备的使用寿命。酸洗时不仅要考虑酸的溶铁能力,还应考虑垢成分、金属材质、废液处理方法等因素。故选择一种质量好的缓蚀剂是酸洗的重要环节,而了解各类缓蚀剂的缓蚀性能可以更好的进行防腐工作。
硫酸酸洗缓蚀剂
硫酸常在酸洗用量较大的金属材料酸浸除锈过程中作清洗主剂和在锅炉污垢中钙化合物含量很低的情况下用于酸洗锅炉。由于硫酸浓度高,密度大,所以在等物质的量清洗条件下,洗一台锅炉所用工业硫酸的体积仅为盐酸的1/4,而且浓硫酸对钢铁几乎不腐蚀,这给化学清洗带来了极大的方便,可以大大简化储存、运输和配酸的系统。用于硫酸溶液中的缓蚀剂主要有两种,一种是含氮化合物缓蚀剂,如胺、吡啶以及吡啶碱和醌、2 -甲基吡啶、吡啶碘化合物和吡啶卤化物;另一种是含硫化合物的缓蚀剂,如硫脲以


这样了就必然没有了使用期限。钢管的防腐性表现,因为金属类的产品,它在实际使用时, 的优势就是要求可防腐,当然现在技术提高,有一些金属本身就有防腐的效果,但并不是所有的厂家,或是所有的产品在生产时,都是使用了防锈材料的,当钢管是以在防锈不足的时候,就会在使用的环境下,表现出时间上的增加,产品在使用不能达到 的优势表现。
酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、 和混合酸等。常用的是硫酸和盐酸。
酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。
市面上出售的工业浓硫酸通常含H2SO475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含H2SO475%~78%(质量分数)。
注意事项
钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。
为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品
亿铭泰
有限公司【022-26397788】在吉林省辽源市本地专业从事焊管-【镀锌方管】专业生产厂家,价格低,发货快,效果好 ([城市群])可送货上门。