



钢兴钢管 有限公司位于风化店乡后枣园工业区。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 山西晋中合金管系列产品。


质量检验:根据GB/T3091-2001《低压流体输送用焊接钢管》标准的规定,钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。直缝管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。
涡流探伤按GB/T7735-2004《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行的扫查,探伤号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。



根据钢管机械扩径过程的不同阶段,整个变形过程可以分为以弹性变形为主的整圆,塑性变形为主的扩胀变形和卸载回弹3个主要阶段。
1、整圆:钢管在扩径前经过成形、焊接等多道工序,其截面形状大多为近似椭圆,还存在一定的直线段和棱角。整圆就是将钢管截面由近似椭圆变成圆。
管壁在扩径头作用下,发生弯曲变形,随着扩径头的不断径向扩胀,椭圆长轴不断缩短,短轴不断伸长,终扩径头与钢管内壁完全贴合。这个阶段钢管的变形主要为弹性变形,只有形状变化。
2、扩胀变形:钢管在扩径头作用下,直径不断扩大,管壁不断减薄。开始时,钢管处于弹性变形阶段,当管体的应力达到管材屈服强度时,钢管便进入塑性变形阶段,发生变形。
3、卸载回弹:扩径头回撤,钢管变形有一定的弹性回复。



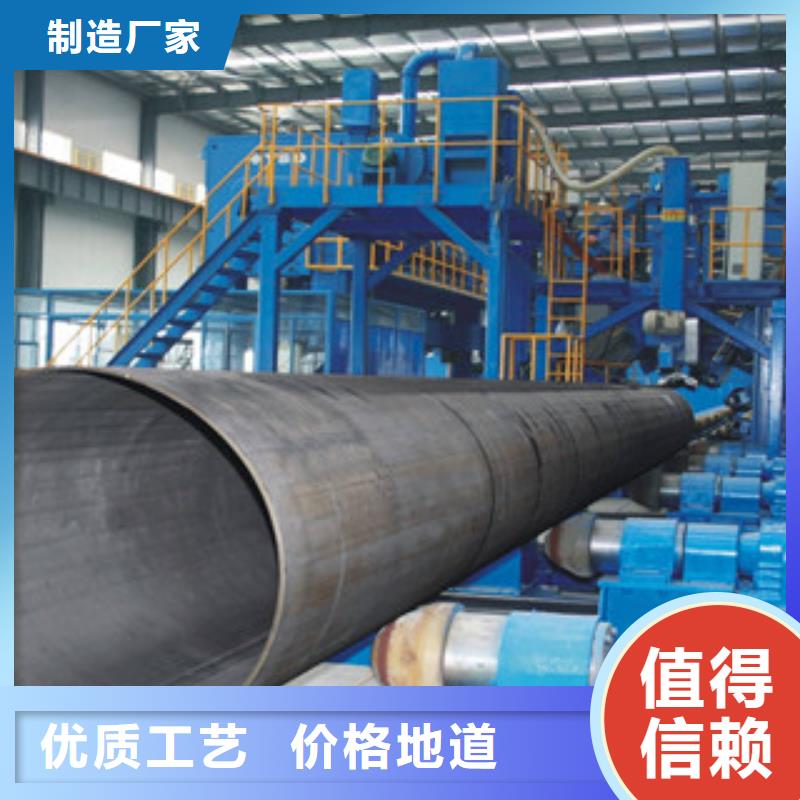
焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
