



深入了解护栏1-铝合金护栏厂现货充足量大优惠产品,一部视频就够了,快来观看!
以下是:护栏1-铝合金护栏厂现货充足量大优惠的图文介绍
聚晟护栏制造有限公司实行了先进的流水线作业流程,引进了多组先进的进口 四川阿坝防撞立柱大型生产设备。同时对 四川阿坝防撞立柱原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个 四川阿坝防撞立柱产品日新月异的时代站住脚跟。


不锈钢复合管组成形式主要有: 低碳钢+奥氏 体不锈钢管、低碳钢+马氏体(或铁素体) 不锈钢管、 低铬钼合金钢+奥氏体不锈钢管及低铬钼合金钢+马氏体(或铁素体) 不锈钢管。 不锈钢复合钢管是由两种不同的钢材通过技术手段结合在一起, 这两种材质的物理特性往往存在很大的差别,如常减压蒸馏装置中的 Q245R+316L、 Q345R+316L 复合钢, 基层为低碳钢材质 Q245R, 复层为奥氏体不锈钢 316L, 这两种材质的 物理性能相差很大, 表现为:奥氏体不锈钢 316L 线胀系数大, 且随温度升高而增加,比低碳钢 Q245R 高大约 40%; 奥氏体不锈钢 316L 热导率低, 约为低碳钢 Q245R 的 1/3。 在焊接不锈钢复合钢过渡层时, 由于热膨胀和冷收缩速度的差异, 导致过渡层出现热裂纹或结晶裂纹, 再加上焊接过程中基层材质对焊缝金属的成分稀释, 非常容易导致裂纹的产生。 这种特性对于基层为铬钼合金钢, 复层为奥氏体不锈钢的不锈钢复合钢管表现得尤为明显。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



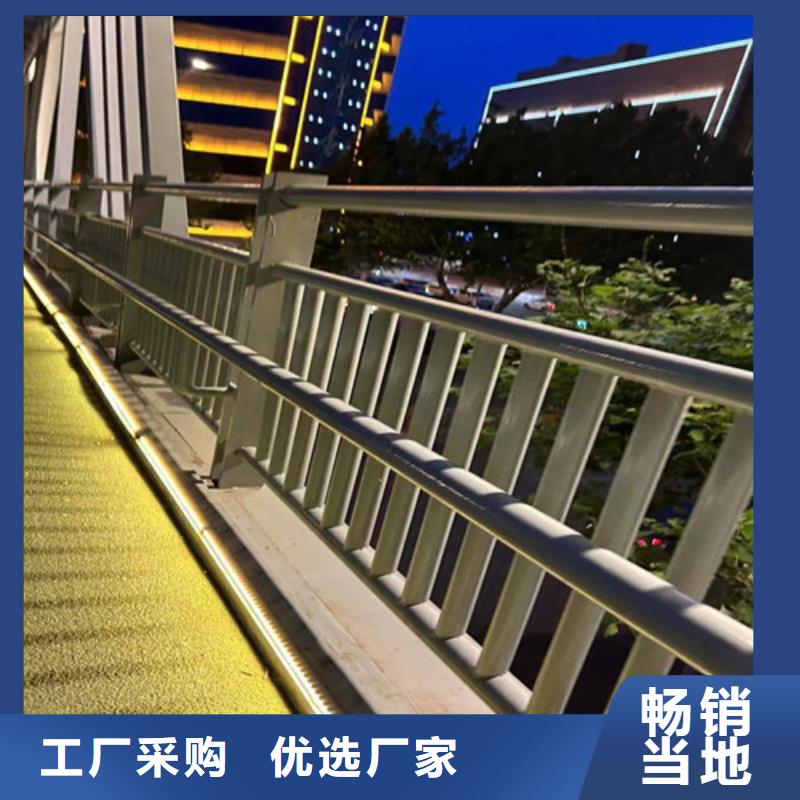
护栏是道路设施的重要组成部分.也是高速公路的主要耗钢部分。高速公路护栏又叫“波形梁护栏”“波纹板”等,是典型的冷弯型钢产品,也是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。 是高速公路重要和保障设施。高速公路护栏包括护栏板和立柱,立柱间距一般为2米或4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板,立柱间距为4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。 的立柱可能采用预埋形式,也可能是带底盘的立柱,的规格。根据钢结构冷弯型钢分会对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量(按护栏板+立柱用铜计算)约为90吨~100吨左右。依据公路行业规划目标和公路行业的运输需求情况(旅客运输需求量和货物运输需求量),后两年,高速公路护栏用钢预计为170万吨。 高品质公路护栏护栏用钢待公路护栏作为高速公路的重要设施,其选材和结构设计直接影响到它所能够提供的保障程度。护栏的主要功能是防止车辆越出路外或穿越分隔带,从而降低事故发生的严重性,这就要求护栏具有足够的力学强度来抵挡车辆的碰撞,同时又能保护人员免受伤害。

