



联系我们

当前位置:
衡水 上沅工程技术有限公司 >黑河本地今日News
橡胶止水带_止水带源头工厂量大优惠
更新时间:2025-01-13 09:44:54 浏览次数:5 公司名称:衡水 上沅工程技术有限公司
以下是:橡胶止水带_止水带源头工厂量大优惠的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |
以下是:橡胶止水带_止水带源头工厂量大优惠的图文视频




在黑龙江省黑河市采买橡胶止水带_止水带源头工厂量大优惠到上沅工程技术有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张先生-15531817391,QQ:402322585,地址:《衡水龙熙顺景A区3号楼发货到黑龙江省 黑河市 爱辉区、嫩江市、逊克县、孙吴县、北安市、五大连池市》。 黑龙江省,黑河市 2022年,黑河市实现地区生产总值660.2亿元,同比增长3.3%。
如果你想要更深入地了解我们的橡胶止水带_止水带源头工厂量大优惠产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:橡胶止水带_止水带源头工厂量大优惠的图文介绍
上沅工程技术有限公司的核心创造力是专业、的 黑龙江黑河橡胶支座科研团队。
公司的核心生产力是优异、稳定的 黑龙江黑河橡胶支座产品质量。从严狠抓质检流程及标准,保证生产的每一个 黑龙江黑河橡胶支座产品都合格合规达到要求。
公司的核心竞争力是覆盖全国、辐射全球的销售网络。
公司的核心生命力是快速、的技术服务团队。我们始终以客户为中心,快速精准解决客户问题,为客户提供准确完善的 黑龙江黑河橡胶支座技术服务。


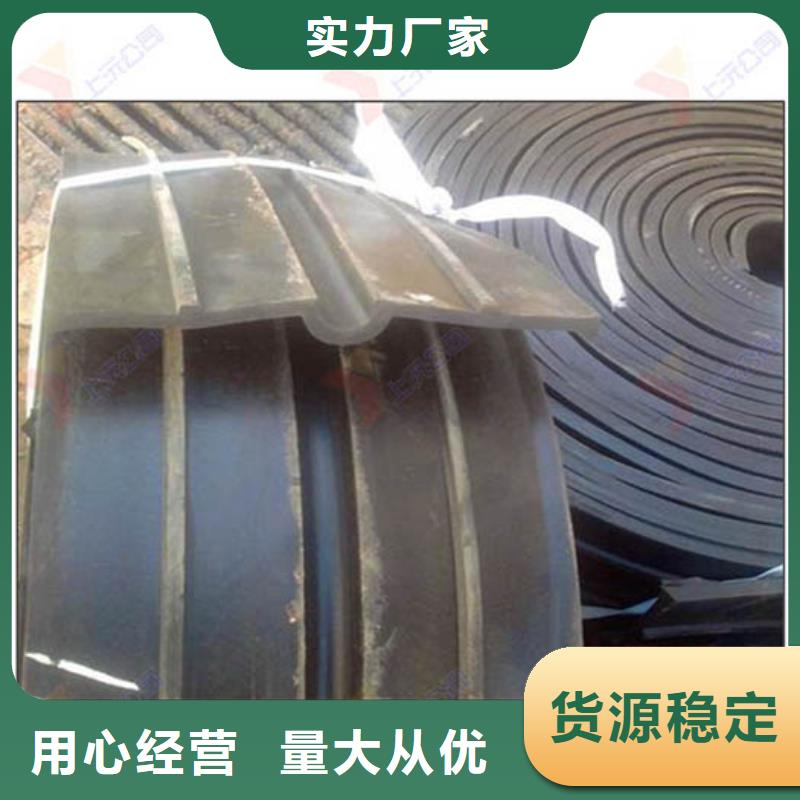
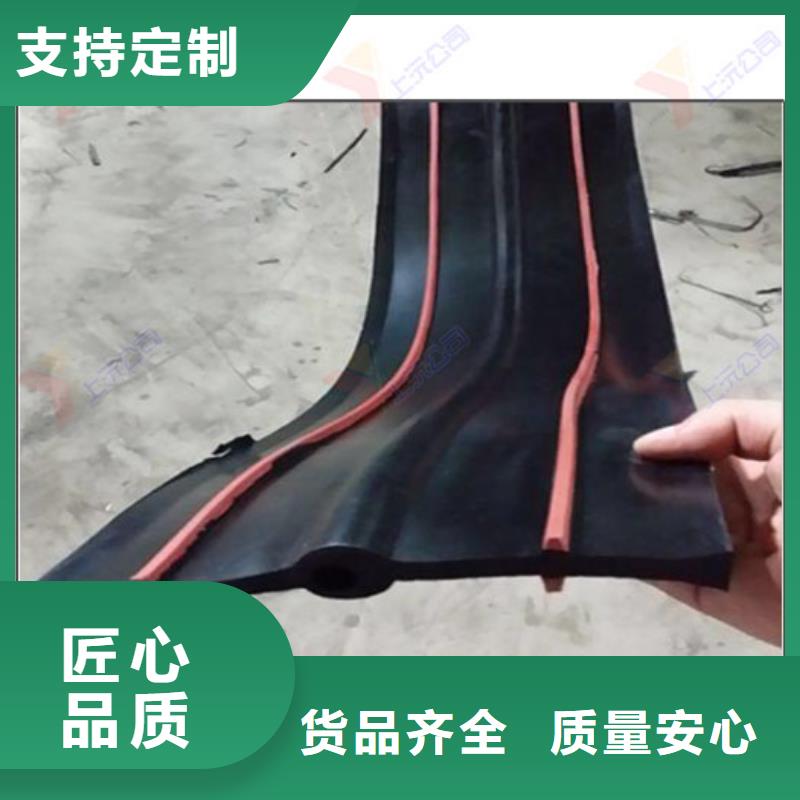
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。


钢边橡胶止水带选用镀锌钢边;橡胶:通常选用天然橡胶、氯丁橡胶、三元乙丙橡胶等。要求橡胶和钢边能有效地粘结,它们之间的粘结强度(剥离强度)应达80~10N/2.5mm,以使它们在外界条件变化情况下不被拉脱。通常钢边边缘没有工艺孔,安装浇筑混凝土时,利用工艺将止水带和钢边用细铁丝缠绕固定,以保证浇捣密实,使镀锌钢片和混凝土有效地牢固粘附。本产品主要用于混凝土现浇时设在施工缝及变形缝内与混凝土结构成为一体的基础工程,如地下设施、隧道涵洞、输水渡槽、拦水坝、贮液构筑物等。




选购橡胶止水带_止水带源头工厂量大优惠来黑龙江省黑河市找上沅工程技术有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张先生-15531817391,{QQ:402322585},地址:[龙熙顺景A区3号楼]。