




不要犹豫,点击播放我们的直缝焊管钢塑复合管专业信赖厂家产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
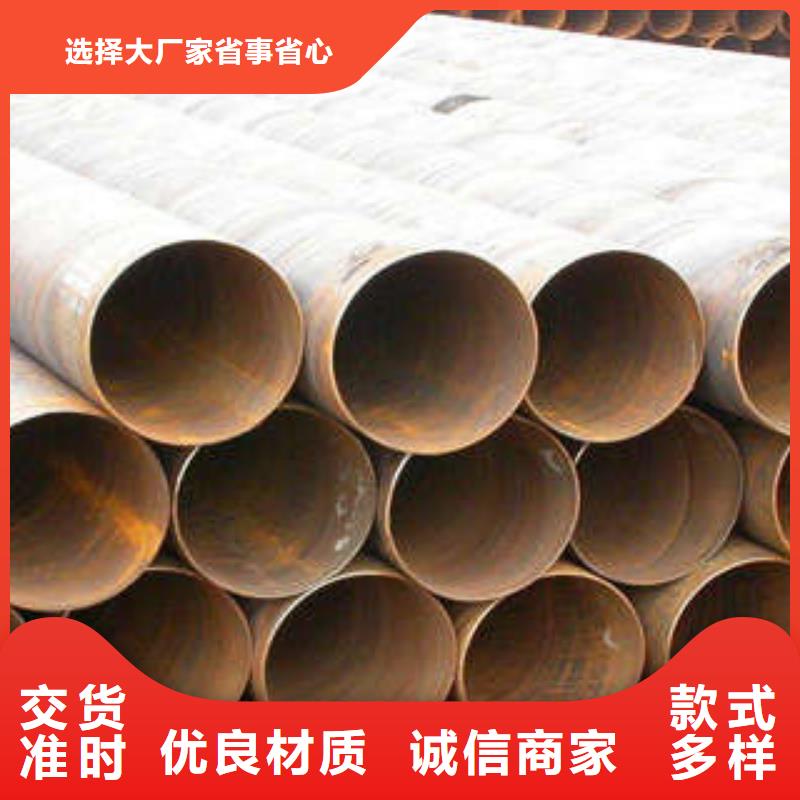
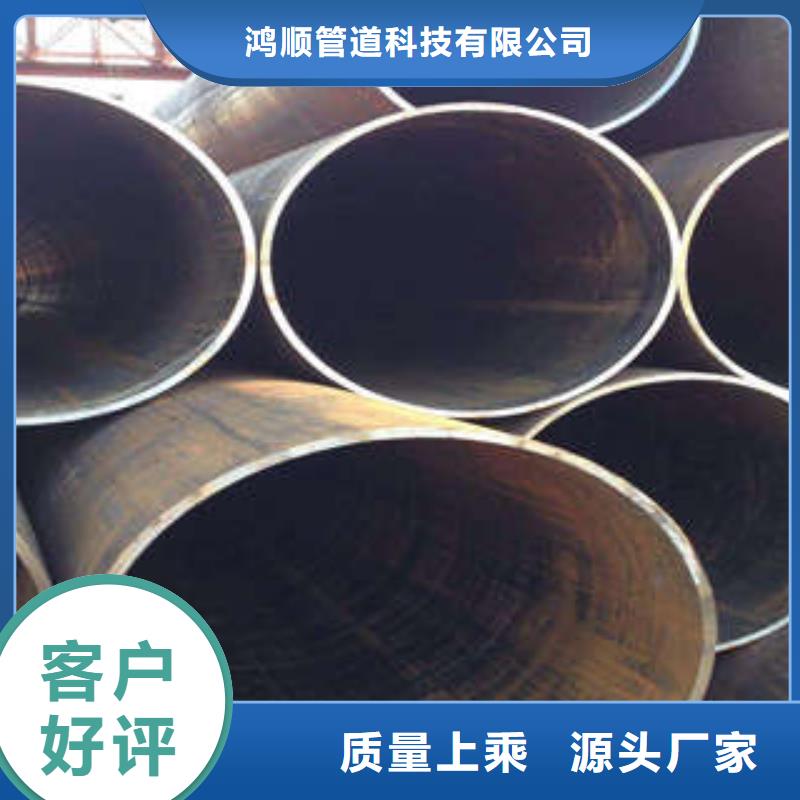
以下是:直缝焊管钢塑复合管专业信赖厂家的图文介绍

近年来,随着炼钢、轧钢技术以及焊接自动控制技术、无损探伤和在线检测技术的进步,焊管生产技术朝着自动化、高速化、多品种方向发展。精密焊管是在一般焊管基础上进一步深加工的结果,是焊管产品中的精细产品。其生产成本较同类型无缝精密钢管要低得多,可直接或经少量加工后用于某些设备上,降低设备加工成本。 精密焊管又是一个广义的概念,根据使用要求的不同又有许多不同的个性化的质量要求。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。 接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。


在焊管机组上,通常均能生产管,而且多生产方、矩形管,由于方、矩形管有着大的截面模数,焊管设备能承受更大的弯曲力,能大量节省金属、节约加工工时及减轻构件重量等优点,因此在工农业各方面日益被推广使用。 由于高频焊管具有焊缝质量好、内外毛刺较小、焊速高、耗电较小等优点,得到广泛的应用和推广。高频焊管设备的生产具有无污染、噪音小的特点,不产生废水、废气。生产中采用循环水冷却,节能环保。省人工,单班只需5-8人即可。 焊速快,76机组焊速可达20-70米/分。在日常检修工作中,重要的一点就是细心,不管是对于焊管设备的整体运转,还是对于各部分零件之间的更换,定期检查零件的磨损情况,尤其是工作量大的时候更要注意这些零件,以防磨损严重影响生产进程。 目前形势来看,下游需求完全打开仍需一段时间,因此预计近期国内焦炭市场多以波动盘整为主。国内生铁市场保持平稳,天津3087无缝钢管市场成交偏淡。据了解,近期炼钢生铁需求转弱,一些钢厂在采购生铁时不仅控制采购量,还不断下压采购价格。



您好,感谢您在万千 甘肃陇南热镀锌钢管、环氧树脂粉末涂塑复合钢管中您找到了我们,关于 甘肃陇南热镀锌钢管、环氧树脂粉末涂塑复合钢管的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。


所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。 总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。



