


联系我们

当前位置:
聊城 润星电力管材有限公司 >
淄博当地今日热点
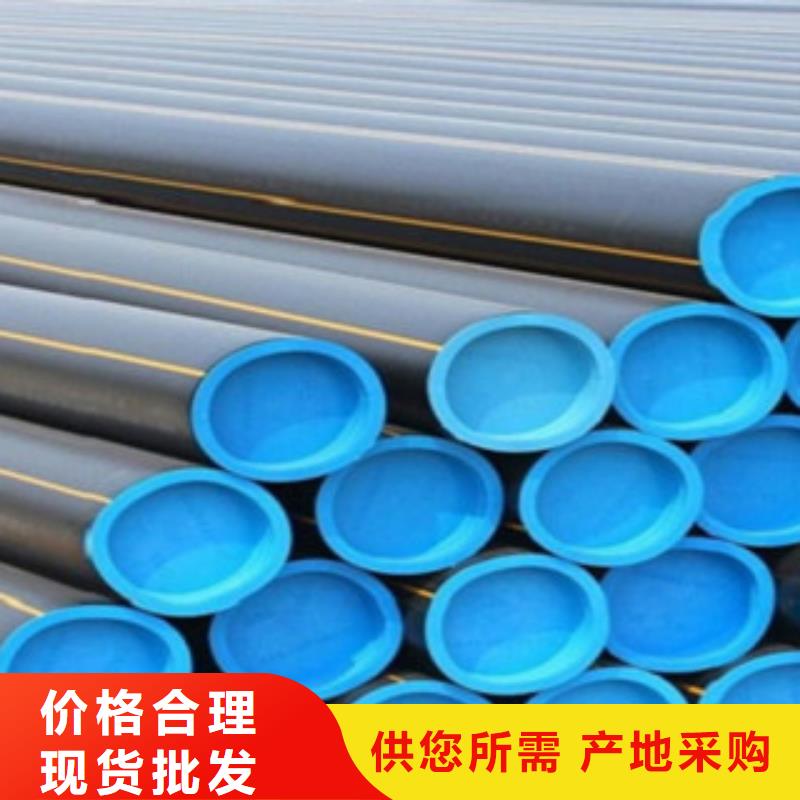
【PE燃气管】HDPE七孔梅花管用心做品质
更新时间:2025-01-19 12:09:53 浏览次数:16 公司名称:聊城 润星电力管材有限公司
以下是:【PE燃气管】HDPE七孔梅花管用心做品质的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 267 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:【PE燃气管】HDPE七孔梅花管用心做品质的图文视频





【PE燃气管】HDPE七孔梅花管用心做品质,润星电力管材有限公司为您提供【PE燃气管】HDPE七孔梅花管用心做品质,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,请联系润星电力管材有限公司,发货地:聊城塑料管材产业园发货到山东省 淄博市 淄川区、张店区、博山区、临淄区、周村区、桓台县、高青县、沂源县。 山东省,淄博市 淄博市的临淄区是历史文化名城,历史悠久,淄博的临淄是古代齐国的首都,为齐文化的发祥地、世界足球起源地,有“东方古罗马”之称,“淄博烧烤”已经成为淄博的新名片,淄博烧烤节于每年五一前后举办。淄博这个地名形成于20世纪20年代初期,原为淄川、博山两地的合称。淄博是全国文明城市之一。
无需长篇大论,观看【PE燃气管】HDPE七孔梅花管用心做品质视频,让你瞬间爱上我们的产品。
以下是:【PE燃气管】HDPE七孔梅花管用心做品质的图文介绍
润星电力管材有限公司坚持“诚实守信,互补共赢”的经营理念,以优惠的价格,贴心的服务,真诚与社会各界有识之士合作,共谋发展。
由于 山东淄博玻璃钢电力管价格浮动的因素,加上网络上同行恶性报价的竞争,使得我们公司 山东淄博玻璃钢电力管产品价格无法准确地展示给客户,只是标出了参考性价格,如果您对我们公司的 山东淄博玻璃钢电力管感兴趣,请在网上留言或直接拨打电话,我们工作人员将在较短时间内为您报价。


预计到2004年,庭院低压PE燃气管网的敷设聚乙烯管道可占到90%以上。现阶段我国的城市燃气安装大都是采用预收工程款的方法,在工程完工终验收合格之后再同施工单位进行工程结算,确认收入的同时按照实际的支出金额来结算安装商务成本。长期以来,造成了我国普遍忽视在建设工程项目设计阶段就控制造价,造成了严重的“三超”现象(超概算估算,超预算概算,超结算预算)。因此,要想有效地提高PE燃气管工程的造价控制,就必须对燃气建设项目的设计阶段进行严格的造价控制,这对提高设计的质量。
加强PE燃气管厂家施工管理,建设投资的资金效益,进而降低工程的成本具有极为重要的意义。控制PE燃气管设计造价的措施,要想有效地控制燃气工程造价,就必须把经济与技术实行有机的结合,在政府相关部门的正确领导和监督下,大力实行限额设计、控制设计变更、加强对设计和工程施工过程中的监理、引入竞争体系、对传统的设计收费方式进行革新、选用性价比高的材料和设备等方面不断地进行探索与研究。
为落实市政府“减煤换煤、清洁空气”行动计划,燃气集团积极建立液化石油气供应体系,开展“送气下乡”惠民工程,解决农村用户炊事用气问题。目前各项工作推进积极有序。一是燃气集团已完成10个远郊区县101个乡镇的PE燃气管厂家敷设工作,覆盖684927户,完成计划工作量的91%;实际开户量483394户,平均开户率71%。
积极开展供应PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家网络建设工作。采取利用燃气集团现有充装站、租赁其他充装站、代灌装合作等方式开展充装工作;加大力度建设PE燃气管铺设,以更便捷的服务方式扩充建设。燃气集团目前已有25个供应站,并利用区域内有液化气经营资质的供应站点代销,换瓶点已达429个,极大保证了用户的需求。燃气集团将继续扩大充装站收购工作,建立由充装站—气瓶集散中心—换瓶点构成的三级供应服务网络;进一步完善北京液化气燃气息管理网络系统,为市政府相关部门和各区县“送气下乡”惠民工程提供及时、完整、准确的数据息。
加强PE燃气管厂家施工管理,建设投资的资金效益,进而降低工程的成本具有极为重要的意义。控制PE燃气管设计造价的措施,要想有效地控制燃气工程造价,就必须把经济与技术实行有机的结合,在政府相关部门的正确领导和监督下,大力实行限额设计、控制设计变更、加强对设计和工程施工过程中的监理、引入竞争体系、对传统的设计收费方式进行革新、选用性价比高的材料和设备等方面不断地进行探索与研究。
为落实市政府“减煤换煤、清洁空气”行动计划,燃气集团积极建立液化石油气供应体系,开展“送气下乡”惠民工程,解决农村用户炊事用气问题。目前各项工作推进积极有序。一是燃气集团已完成10个远郊区县101个乡镇的PE燃气管厂家敷设工作,覆盖684927户,完成计划工作量的91%;实际开户量483394户,平均开户率71%。
积极开展供应PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家网络建设工作。采取利用燃气集团现有充装站、租赁其他充装站、代灌装合作等方式开展充装工作;加大力度建设PE燃气管铺设,以更便捷的服务方式扩充建设。燃气集团目前已有25个供应站,并利用区域内有液化气经营资质的供应站点代销,换瓶点已达429个,极大保证了用户的需求。燃气集团将继续扩大充装站收购工作,建立由充装站—气瓶集散中心—换瓶点构成的三级供应服务网络;进一步完善北京液化气燃气息管理网络系统,为市政府相关部门和各区县“送气下乡”惠民工程提供及时、完整、准确的数据息。



使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。


建议相关部门尽快制定颁布相关标准规范,为专业设计和施工提供规范依据。PE燃气管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有九步。材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。:根据所焊制的管材、管件选择合适的卡瓦夹具,管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别。
以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。PE燃气管安装前检验管槽是否达到安装要求,然后查看管道外观有无明显凹陷、裂痕、擦伤、划伤,发现质量隐患及时更换。在PE燃气管道弯头、三通、渐缩接头、消防栓等处均用C20砼设置混凝土支礅,法兰阀门用砖砌支礅加固。PE燃气管与金属管道、阀门、消防栓连接时,必须采用钢塑过渡接头或专门的法兰连接。
在管路隆起部位或上坡地段均应设置排气阀,以减小气、水混压对管道的冲击。管道与排气阀的比例设计为8。由于PE燃气管材本身具有较好的柔韧性和伸缩性,所有管道安装均未考虑伸缩节的安装。PE燃气管管道安装敷设完毕,待隐蔽工程验收后,应立即回填,回填时应符合下列规定。防止槽内积水造成管道漂浮,如有积水,应想办法排尽。对石方、土石混合地段的管槽回填时,应先装运粘土或砂土回填至管顶200-300mm,夯实后再回填其它杂土。PE燃气管回填必须从管两侧同时回填,回填一层夯实一层。PE燃气管道试压前,一般情况下回填土不宜少于500mm。PE燃气管道试压后的大面积回填,宜在管道内充满水的情况下进行,PE燃气管道敷设后不宜长时间处于空管状态。
以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。PE燃气管安装前检验管槽是否达到安装要求,然后查看管道外观有无明显凹陷、裂痕、擦伤、划伤,发现质量隐患及时更换。在PE燃气管道弯头、三通、渐缩接头、消防栓等处均用C20砼设置混凝土支礅,法兰阀门用砖砌支礅加固。PE燃气管与金属管道、阀门、消防栓连接时,必须采用钢塑过渡接头或专门的法兰连接。
在管路隆起部位或上坡地段均应设置排气阀,以减小气、水混压对管道的冲击。管道与排气阀的比例设计为8。由于PE燃气管材本身具有较好的柔韧性和伸缩性,所有管道安装均未考虑伸缩节的安装。PE燃气管管道安装敷设完毕,待隐蔽工程验收后,应立即回填,回填时应符合下列规定。防止槽内积水造成管道漂浮,如有积水,应想办法排尽。对石方、土石混合地段的管槽回填时,应先装运粘土或砂土回填至管顶200-300mm,夯实后再回填其它杂土。PE燃气管回填必须从管两侧同时回填,回填一层夯实一层。PE燃气管道试压前,一般情况下回填土不宜少于500mm。PE燃气管道试压后的大面积回填,宜在管道内充满水的情况下进行,PE燃气管道敷设后不宜长时间处于空管状态。



在山东省淄博市采购【PE燃气管】HDPE七孔梅花管用心做品质请认准润星电力管材有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-15006359263,QQ:292543758,地址:塑料管材产业园)。