





想要更深入地了解我们的不锈钢桥梁防撞护栏河道景观灯光护栏【不锈钢复合管护栏】生产加工产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
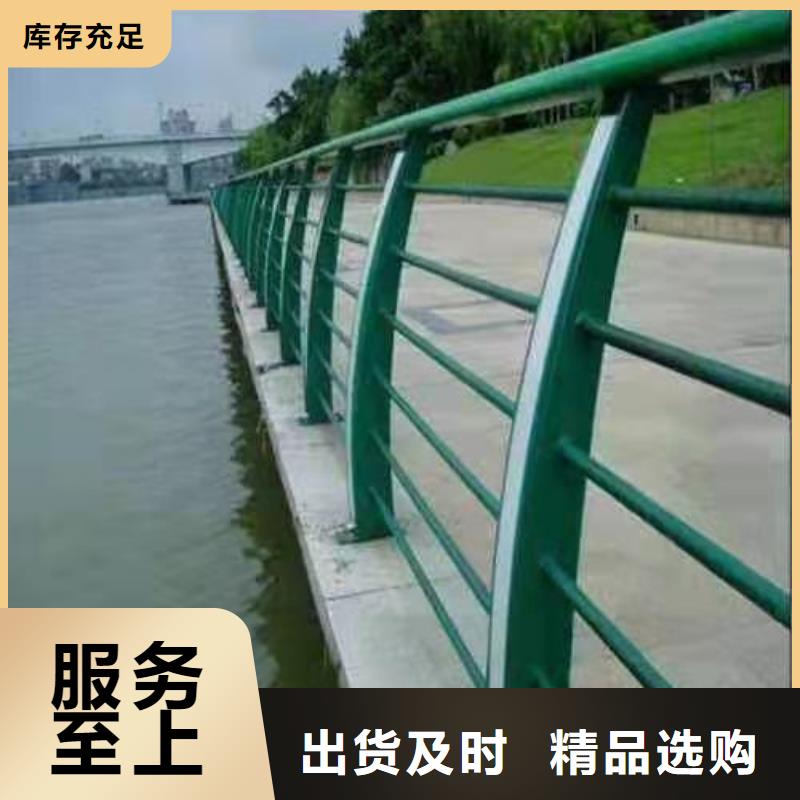
以下是:不锈钢桥梁防撞护栏河道景观灯光护栏【不锈钢复合管护栏】生产加工的图文介绍

博锦金属制品 有限公司是一家专营(湖南株洲) 本地 湖南株洲防撞立柱的大型企业,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.
2.将对焊处两端磨坡口。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
2.将对焊处两端磨坡口。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。

博锦金属制品 有限公司



不锈钢桥梁立柱镶配有机玻璃、玻璃等栏板,其栏板应在立柱完成后设备。设备有必要健壮,且垂直、水平及斜度应符合规划要求。设备时,将栏板镶嵌于两头立杆的槽内,槽与栏板两头缝隙运用硬质橡胶条块嵌填健壮,待扶手设备完毕后,用密封胶嵌实。扶手焊接设备时,栏板运用防火石棉布等隐秘防护,防止焊接火花飞溅损坏栏板。楼梯扶手设备,一般选用焊接设备(特别标准在外)。运用焊条的质料应与母材相同。扶手设备次第应从起步弯头初步,后接直扶手。扶手接口按要求角度套割正确,并用金属锉刀锉平,防止套割不,形成扶手弯曲和设备困难。设备时,先将起点弯头与栏杆立柱点焊固定,待检查无误后施焊健壮。弯头设备完毕后,直扶手两端与两端立柱暂时点焊固定,一同将直扶手的一端经头对接并点焊固定,扶手接口处应留2-3mm焊接缝隙,然后拉通线将扶手与每根立柱作点焊固定,待检查符合要求后,按焊接要求,将接口和扶手与立柱逐一施焊健壮。焊接时(特别是冬期施工),应掌握好焊接电流、电压及焊接温度,以防电流过大或过小及电压不稳,影响焊接质量和美丽。焊接质量应符合有关规定的标准,焊缝宽度、深浅要一起,外表应呈鱼鳞状,扶手接头焊缝应严密,焊缝应无明显手感差错。

