




我们的现场实拍视频将带您走进螺旋管-09CuPCrNiA角钢客户信赖的厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:螺旋管-09CuPCrNiA角钢客户信赖的厂家的图文介绍


2.华尔网防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.华尔网防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.华尔网防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.华尔网防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.华尔网镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。



苏沪金属制品有限公司投资进行科研攻关,拥有一批技术骨干,专业设计生产我们的 河南驻马店09CuPCrNiA钢管产品,我们每一道生产工序都严格按照标准进行,并由专业技术人员进行检查、把关,保证产品的质量全部通过ISO 9000认证,是人们信赖的 河南驻马店09CuPCrNiA钢管厂家。


采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 华尔网防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。



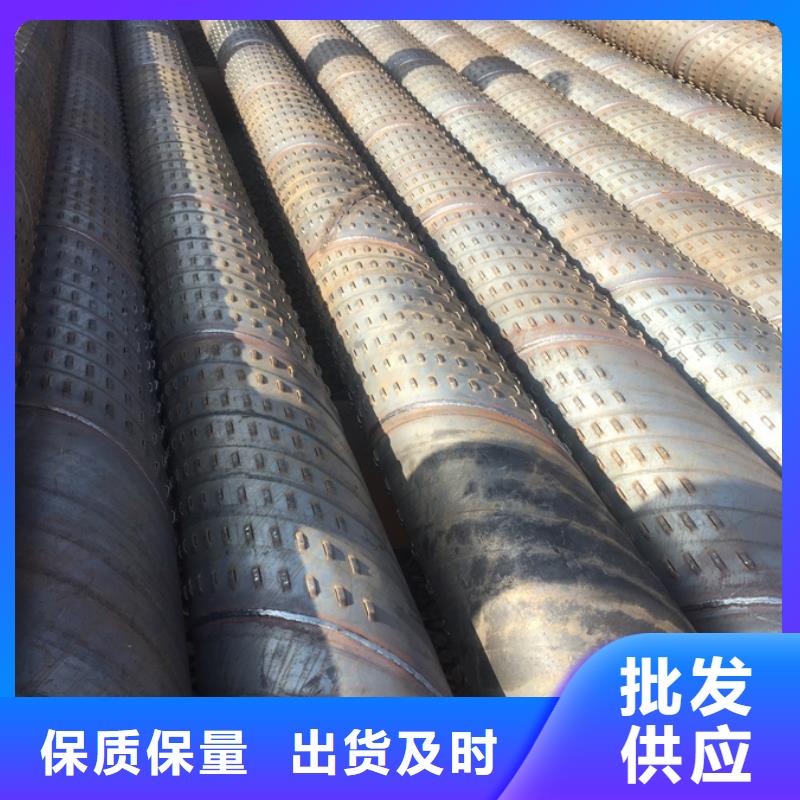
华尔网Q355B螺旋管一般在送到使用方手里生产车间是放不下这么多现货的,这就需要经销商放置一些现货。不过经销商一般没有大型的室内库,大多数都是室外仓库,螺旋钢管在室外放着就免不了风催日晒。 那么,华尔网Q355B螺旋管的浮锈与生锈如何分辨? 所谓浮锈顾名思义就是浮到螺旋钢管上面的一层锈,用毛巾或者其他的东西一抹就可以去掉的,简单的说浮锈也算是没锈,属于正常状态。螺旋钢管的生锈是年数久远,至少在1年以上在室外经过风催日晒的螺旋钢管,生锈的螺旋钢管上面有大大小小的麻坑,这也是螺旋钢管浮锈与生锈的一个很大的区别。螺旋钢管是通过钢厂管坯锯段,再在环形炉加热-穿孔-定径-校直-冷却-剧头-打包成为合格的成品,螺旋钢管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋钢管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能符合规定。


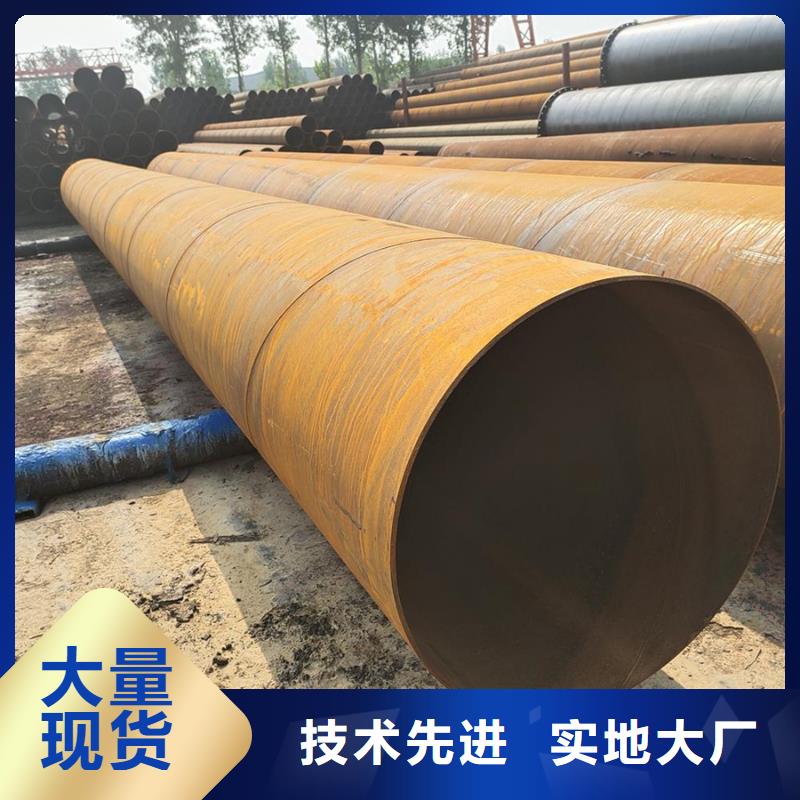
华尔网镀锌螺旋管可以在-40°C至+ 80°C的温度范围内交替使用,而不会老化,因为它不会破裂,因此可以在严酷的环境(如寒冷地区)中使用。大口径涂层钢管广泛应用于自来水,天然气,石油,化工,制药,电信,电力,船舶等工程领域。因为它不会破裂,所以可以在严酷的环境下使用,例如寒冷的地方。大口径涂层钢管广泛应用于自来水,天然气,石油,化工,制药,电信,电力,船舶等工程领域。因为它不会破裂,所以可以在严酷的环境下使用,例如寒冷的地方。 华尔网镀锌螺旋管广泛应用于自来水,天然气,石油,化工,制药,电信,电力,船舶等工程领域。 华尔网镀锌螺旋管焊接常常会出现很多问题,问题出现后很多采购商不知所措,开始查找各种解决问题的资料,试图弥补这些焊接缺陷,今天专业生产厂家为大家科普一下螺旋钢管在焊接时会出现的常见问题,在源头上解决问题而不是问题出现了再去弥补问题。



