


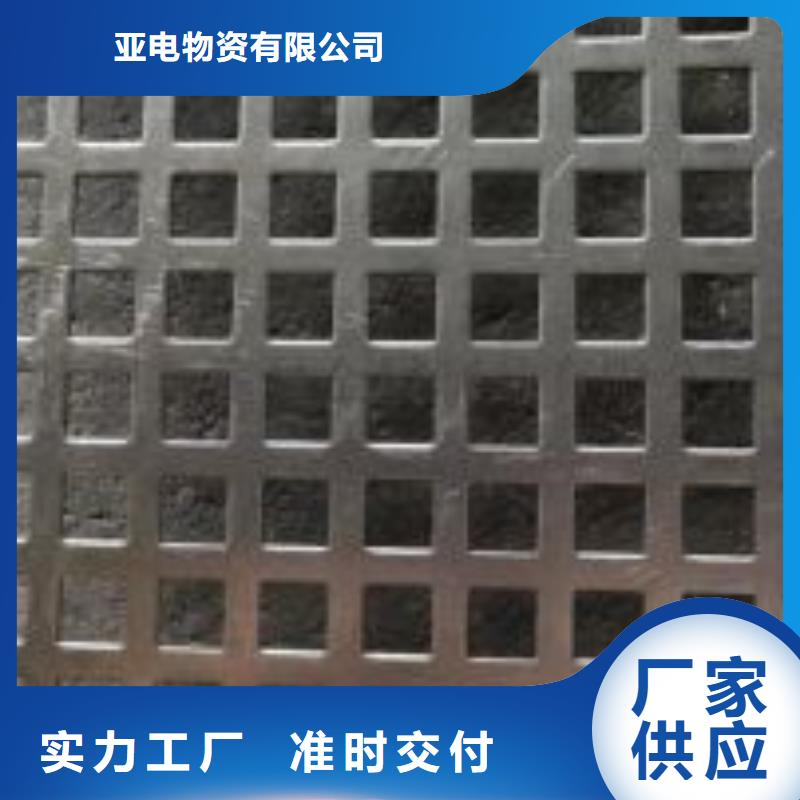
大润金属制品以激光打孔,钢板折弯为加工点1、在单位尺寸上,板材越厚,所需的弯曲力越大;板材厚度越大,在选择弯曲设备时,需要进一步提高弯曲力的裕度;不锈钢的热导率比普通低碳钢低,延伸率低,需要的变形力越大。
2、材料的屈服强度越大,弹性恢复力越大,需要的压制角度越小,以获得折弯零件的角度9 0度,奥氏体不锈钢在折弯时的弹性恢复变形比碳钢大,因此压制角度比碳钢小。
3、在单位尺寸上,拉伸强度大,伸长率小,需要的弯曲力大,弯曲角度大,碳钢相同板材厚度的904L不锈钢板的弯曲角度大。否则,会出现弯曲裂纹,影响工件强度。
4、与设计图的板厚和折弯半径相对应的情况下,一个弯曲工件的展开尺寸为直角边上正负两板厚,足以满足设计精度要求,根据经验公式计算展开量,可以简化计算过程。
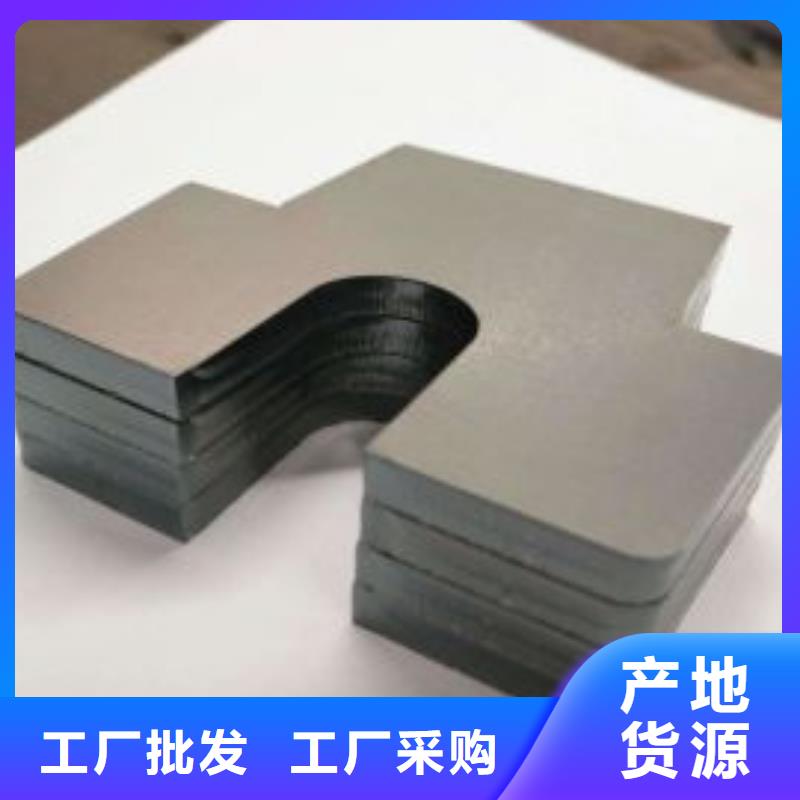
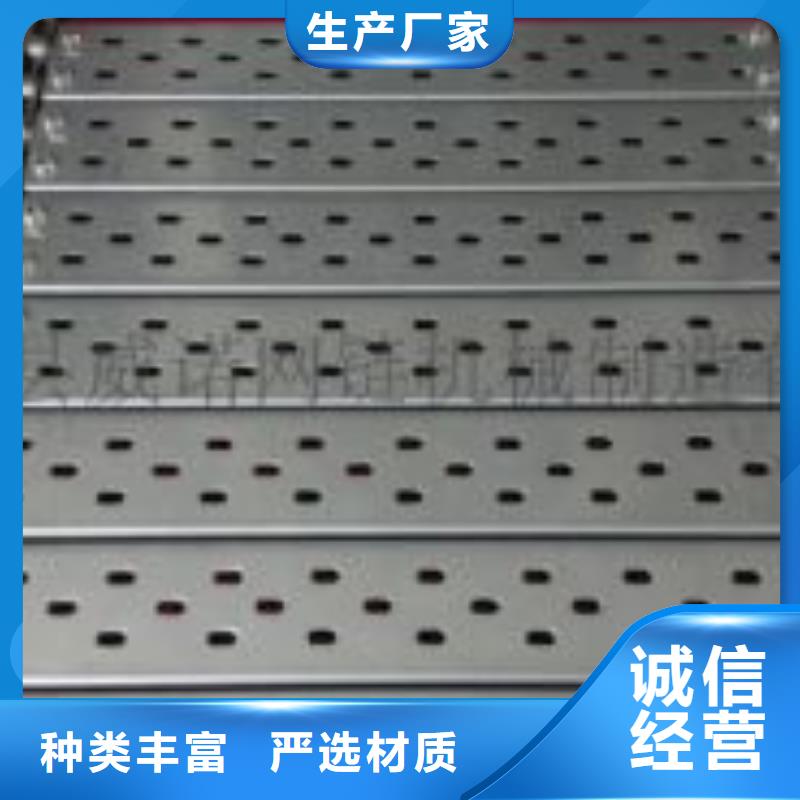
激光切割打孔钢板折弯



1、加工表面粗糙度低
高能束脉冲精密加工轨迹复杂,能由切削过程过渡到光整抛光过程,因而可获得Ra0.01~Ra0.04um的光洁表面。
2、工件尺寸精度高
高能束脉冲精密加工油石的粒度极细,只能切削工件的轮廓峰,所以加工余量很小(0.005~0.025mm),工件尺寸分散度小,合格率极高。
3、生产效率高
高能束脉冲精密加工的油石高速往复振动,加长了每一磨粒在单位时间内的切削长度,从而提高了生产效率。
四、加工表面质量好
1)、高能束脉冲精密加工的切削速度低(0.5~1.6m/s),油石压力小(0.05~0.5MPa),所以加工时发热少,没有***现象,也不会使工件产生变形。
2)、磨粒刃的正反切削,形成的磨屑易于,不会在已加工表面形成划痕。
3)、高能束脉冲精密加工的变形层很薄,一般不大于0.0025mm,能形成耐磨性比珩磨更高的光洁表面。
五、修正工件形状和尺寸误差的作用较差
高能束脉冲精密加工是一种低压力进给加工,余量又小,油石切除材料的能力较弱,故修正工件形状和尺寸误差的作用较差,一般要求前道工序保证必要的精度。
大润激光切割打孔钢板折弯的产品都是定制品,如有需要请联系本店主:王经理,洽谈价格。



亚电物资有限公司(珠海分公司)位于汇通物流园,主营【Q355C方矩管】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【Q355C方矩管】产品和服务思想,专注于【Q355C方矩管】设计、制造,与全国200多个【Q355C方矩管】客户建立了长期合作关系。


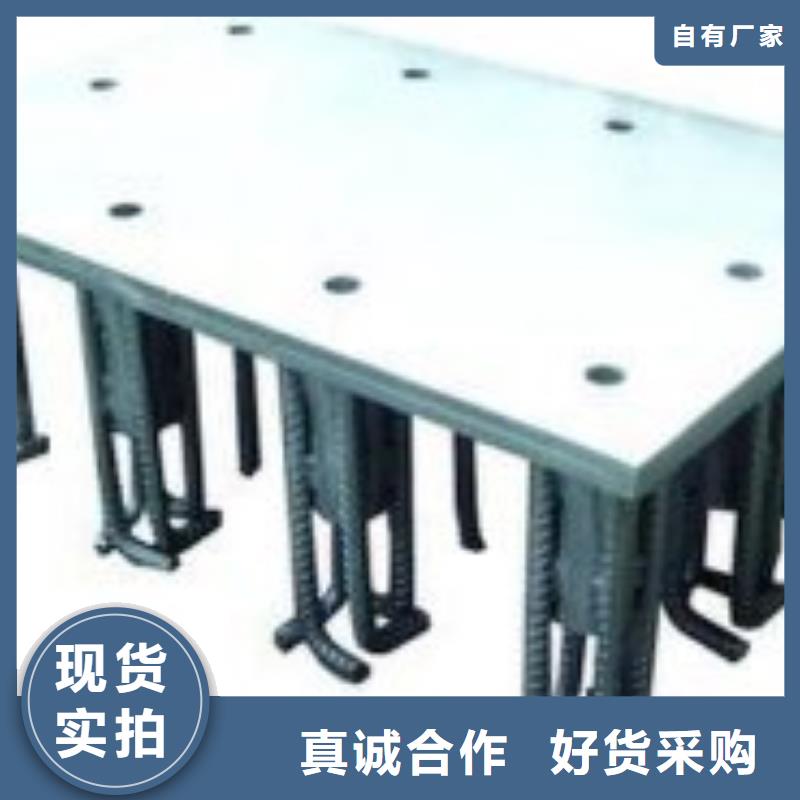
随着折弯件在机械、钢结构、车辆工程等领域上的广泛应用,为满足其产品质量和生产需要,其质量标准也逐渐提高。数控折弯机在冷态下可利用所配备的通用模具(或专用模具)将金属板材折弯成各种所需要的几何截面形状的工件,但是折弯工艺的不合适又会引发一系列的问题,比如折弯开裂。
关于钢材标准要求方面的介绍请参考文章《如何正确解读“折弯开裂”》,今天我们要说的是因为折弯工艺引起的开裂及其解决措施。
(1)毛刺或细小裂纹引起开裂:材料经剪切或冲裁后,在边缘常出现毛刺或细小裂纹,弯曲时易形成应力集中而被折裂,通过图1可见工件折裂时剪切面(带毛刺面)向外,开裂位置发生在工件的剪裂带和揉压带。
大润激光切割打孔钢板折弯方矩管打孔



