


联系我们

当前位置:
聊城 润星电力管材有限公司 >郑州本地今日新闻
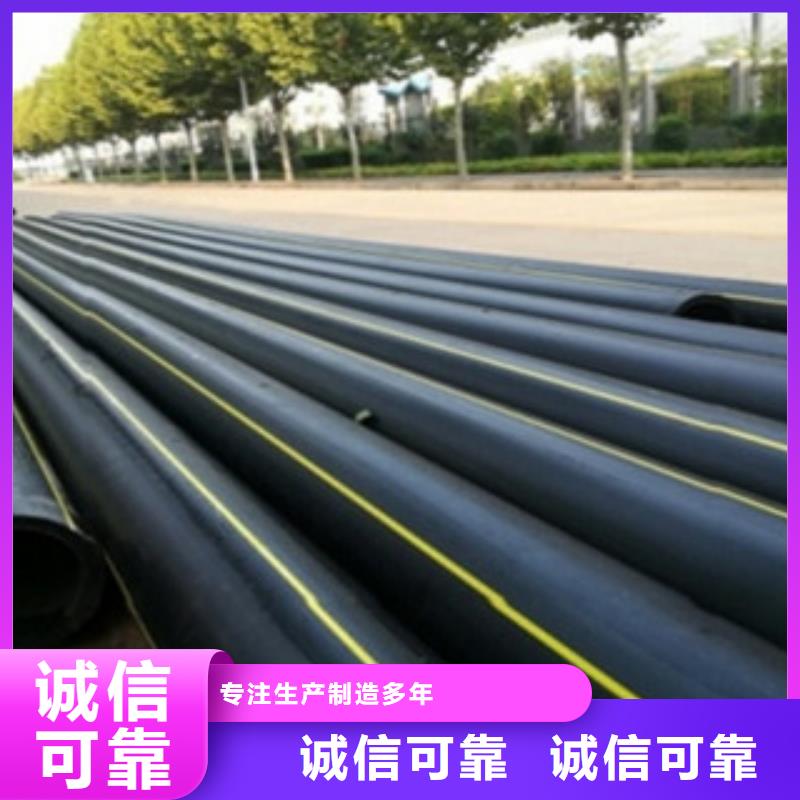
PE燃气管高压电缆保护管厂家技术完善
更新时间:2025-01-04 05:21:21 浏览次数:8 公司名称:聊城 润星电力管材有限公司
以下是:PE燃气管高压电缆保护管厂家技术完善的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:PE燃气管高压电缆保护管厂家技术完善的图文视频




PE燃气管高压电缆保护管厂家技术完善,润星电力管材有限公司为您提供PE燃气管高压电缆保护管厂家技术完善,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,请联系润星电力管材有限公司,发货地:聊城塑料管材产业园发货到河南省 郑州市 中原区、二七区、金水区、上街区、惠济区、中牟县、巩义市、荥阳市、新密市、新郑市、登封市。 河南省,郑州市 郑州市,简称“郑”,史谓“天地之中”,古称商都,今谓绿城,河南省辖地级市、省会、特大城市,《促进中部地区崛起“十三五”规划》明确支持建设的中心城市。地处河南省中北部,黄河中、下游分界处,介于东经112°42′~114°14′,北纬34°16′~34°58′之间,全市总面积7567平方千米。地形总趋势是西南高、东北低,属温带大陆性季风气候,境内有大小河流124条,地跨黄河、淮河两大流域。截至2022年12月,郑州市辖6个区、5个县级市、1个县。截至2022年末,郑州市有常住人口1282.8万人。
我们的PE燃气管高压电缆保护管厂家技术完善视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:PE燃气管高压电缆保护管厂家技术完善的图文介绍

本公司是一家专营 河南郑州玻璃钢电力管的专业的 河南郑州玻璃钢电力管生产厂家,公司秉承顾客至上,务实的企业精神与经营理念,赢得多个地区客户的信赖和认同,希望各位新老顾客,多多关照,润星电力管材有限公司会继续为各位顾客服务!


经考试合格后方可上岗操作。对于中断聚乙烯燃气管道连接6个月以上,再次上岗前也应经过考试和技术评定;当使用的设备变化时,应针对该设备操作要求进行专门培训。聚乙烯燃气管道施工前应制定施工方案,确定连接方法、连接条件、焊接设备及工具、操作规范、焊接参数、操作者的技术水平要求和质量控制方法。直径在90mm以上的聚乙烯燃气管材、管件连接可采用热熔对接连接或电熔连接;对于直径小于90mm的管材及管件宜使用电熔连接,以保证焊接质量。聚乙烯燃气管道和其他材质的管道、阀门、管路附件等连接应采用法兰或钢塑过渡接头连接。不同级别、不同熔体流动速率的聚乙烯原料制造的管材或管件,不同标准尺寸比(SDR值)的聚乙烯燃气管道连接。
必须采用电熔连接。聚乙烯燃气管道连接宜在环境温度–5~45℃范围内进行。当环境温度低于–5℃或在大风条件下施工时,应采取防风保温措施,或按产品说明书的要求调整连接工艺,采取管端封堵或延长加热时间等措施。聚乙烯燃气管道连接前,应核对欲连接的管材、管件规格、压力等级是否正确;检查管材表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应局部予以切除后方可使用。聚乙烯燃气管材、管件存放处与施工现场温差较大时,连接前应将管材、管件在施工现场存放一定时间,使其温度和施工现场温度接近。聚乙烯燃气管道安装过程中,可对接头抽样,按管家现行标准《燃气用埋地聚乙烯管件》GB15558.《长期恒定内压下热塑性塑料管材耐破坏时间的测定方法》GB/T6111进行短静液压试验。
检验接头的可靠性;连接结束后,应进行外观质量检查,不合格的必须返工,并重新进行外观质量检查,直到合格为止。管材、管件从生产到使用之间的存放时间不宜超过1年。存放期限超过1年的管材、管件必须重新抽样检验合格后方可使用。(二)、聚乙烯燃气管道热熔连接热熔对接设备应满足以下条件。1)、热熔对接焊机的加热板板面温度应均匀,允许偏差为设定温度的±5℃,并定期检测板面实际温度。2)、热熔对接焊机的系统压力显示分度值不应大于0.1MPa,并定期予以校核。3)、机架上活动夹具的移动速度应均匀、平稳。热熔对接应符合以下规定。1)、每次进行热熔连接前,应管端内外的污物和加热板表面的附着物;2)、管材管件连接时应对正。
必须采用电熔连接。聚乙烯燃气管道连接宜在环境温度–5~45℃范围内进行。当环境温度低于–5℃或在大风条件下施工时,应采取防风保温措施,或按产品说明书的要求调整连接工艺,采取管端封堵或延长加热时间等措施。聚乙烯燃气管道连接前,应核对欲连接的管材、管件规格、压力等级是否正确;检查管材表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应局部予以切除后方可使用。聚乙烯燃气管材、管件存放处与施工现场温差较大时,连接前应将管材、管件在施工现场存放一定时间,使其温度和施工现场温度接近。聚乙烯燃气管道安装过程中,可对接头抽样,按管家现行标准《燃气用埋地聚乙烯管件》GB15558.《长期恒定内压下热塑性塑料管材耐破坏时间的测定方法》GB/T6111进行短静液压试验。
检验接头的可靠性;连接结束后,应进行外观质量检查,不合格的必须返工,并重新进行外观质量检查,直到合格为止。管材、管件从生产到使用之间的存放时间不宜超过1年。存放期限超过1年的管材、管件必须重新抽样检验合格后方可使用。(二)、聚乙烯燃气管道热熔连接热熔对接设备应满足以下条件。1)、热熔对接焊机的加热板板面温度应均匀,允许偏差为设定温度的±5℃,并定期检测板面实际温度。2)、热熔对接焊机的系统压力显示分度值不应大于0.1MPa,并定期予以校核。3)、机架上活动夹具的移动速度应均匀、平稳。热熔对接应符合以下规定。1)、每次进行热熔连接前,应管端内外的污物和加热板表面的附着物;2)、管材管件连接时应对正。



使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。


您是想要在河南省郑州市采购高质量的PE燃气管高压电缆保护管厂家技术完善产品吗?润星电力管材有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的PE燃气管高压电缆保护管厂家技术完善产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15006359263,QQ:292543758,地址:《塑料管材产业园》。