
更新时间:2024-12-24 13:07:09 浏览次数:18 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 79 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 鑫中冶 |
| 销售范围 | 全国 |
| 联系方式 | 电话咨询 |
| 计量单位 | 吨 |
| 质量等级 | 一级 |





金海金属材料有限公司每个员工坚持“ 广东湛江厚壁钢管厂家质量铸就品牌”的企业宗旨致力于企业核心竞争力,铸造鲜明的企业文化,追求可持续发展 打造强势品牌,实现科技富民,产业报国之宏愿。
对于 广东湛江厚壁钢管厂家产品质量:我们要求精益求精!
对于服务:我们永远用微笑对待每位客户!
对于售后:我们用真诚的态度为每位客户分担!



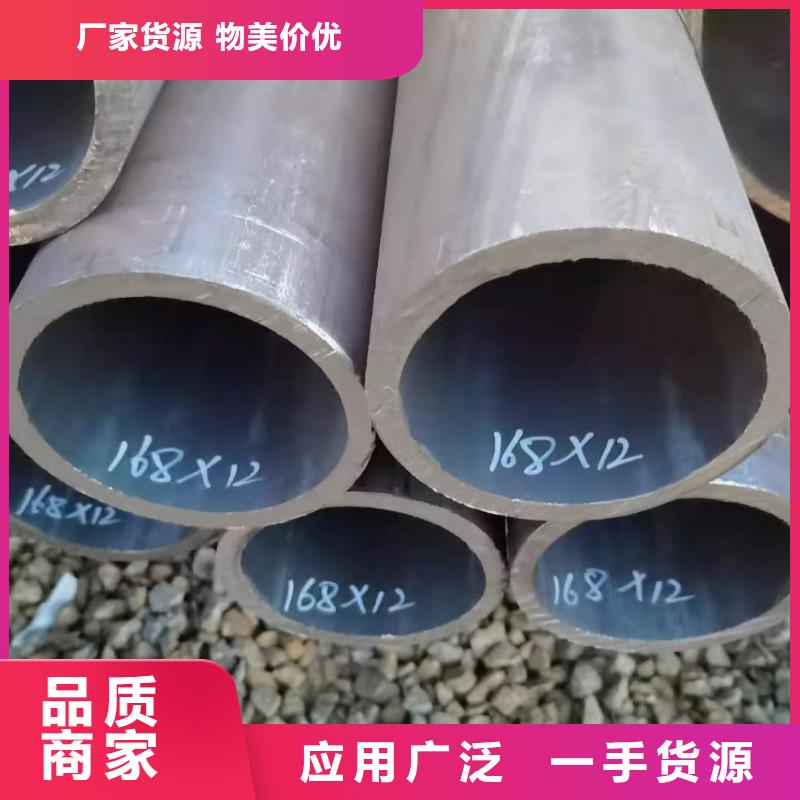
钢板无缝钢管,厚壁无缝钢管,大型无缝钢管,大口径无缝钢管,丁字焊无缝钢管,探伤焊无缝钢管,16Mn无缝钢管,Q345B无缝钢管,异型无缝钢管的大型无缝钢管厂。公司拥有4条大口径厚壁无缝钢管生产线,生产规格从Φ219-Φ3500mm,生产壁厚从6-300mm, 生产的大型无缝钢管,厚壁无缝钢管的无缝钢管的材质: Q235B、Q345B、20#、 45#、16mn、L245、L290、L360、ASTM A106B 、ASTM A53 B 、API 5L GR B、JIS G3454 STPG370、JIS G3452 SGP、JIS G3444 STK400等。
湖南省郴州市安仁县20cr厚壁无缝零切钢管零售价格在线报价
连接杆设有与t型滑台滑动配合连接的t型滑槽,第二连接杆设有与t型滑台滑动配合连接的第二t型滑槽。本发明涉及钢管切割技术领域连接杆外侧靠近移动杆一端设有固定板,固定板上设有装配孔。
一般管道压力在2.5mpa以内采用光滑面铸铜法兰连接,当压力在6.4mpa以内时采用凹凸面铸钢法兰连接。法兰及螺栓材料牌应根据颁布的有关标准选用。公称压力在0.25mpa及6mpa的管道连接,采用铜套翻边活套法兰或铜管翻边活套法兰。
公司产品执行标准为:GB/T50205-2001、GB/T3092-2001等。大型无缝钢管,厚壁无缝钢管产品广泛用于石油、化工、天然气输送、打桩及城市供水、供热、供气等工程。公司以良好的誉、的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。
需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈。
在此建议你采用铸铁缺陷修补机,目前市场有卖,但也只能是补焊保证其外观完好无损,让你的产品通过关,但是如果是在使用性能上不能够满意效果,是管道承受的压力相当大的。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈。




零切钢管可靠、卫生环保、经济适用,管道的化以及新型可靠、简单方便的连接方法的开发成功,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,使用会越来越普及,前景看好。
城镇住宅、公共建筑和旅游设施大量兴建,对热水供应和生活用水供给提出了新的要求。特别是水质问题,人们越来越重视,要求也不断提高。镀锌钢管零切这一常用管材因其易腐蚀性,在 相关政策的影响下,将逐渐退出历史舞台,塑料管、复合管及铜管成了管道系统的常用管材。但在许多情况下,钢管零切更有优越性,特别是壁厚仅为0.6~1.2mm的钢管零切在饮用水系统、热水系统及将、卫生放在首位的给水系统,具有可靠、卫生环保、经济适用等特点。已被国内外工程实践证明是给水系统综合性能好的、新型、节能和环保型的管材之一,也是一种很有竞争力的给水管材,必将对改善水质、提高人们生活水平发挥重要的作用。
在建筑给水管系中,由于镀锌钢管零切已经结束了百年辉煌的历史,各种新型塑料管及复合管得到迅速发展,但各种管材还不同程度地存在着一些不足,远不能完全适应供水管系的需要和 对饮用水及有关水品质的要求。因此,有关预言:建筑给水管材终将恢复到金属管的时代。根据国外的应用经验,在金属管中认定钢管零切为综合性能好的管材之一。
钢管零切挤压工艺包括以下几个生产工序:
① 坯料:圆坯经过剥皮、定尺切割、钻孔、机械加工和清洗后,即可形成中空管坯为坯料准备就绪。
② 坯料加热:根据不同的钢种,可分为三个加热阶段,以确保达到生产工艺要求的合适温度。
③ 预热:一座转底式煤气炉将用于一步加热,将坯料预热至700℃~900℃。
④ 感应加热单元(一阶段):一组感应加热单元将坯料加热至扩孔工序所需温度,约为1100℃~1250℃,具体温度值根据生产钢种确定。感应加热单元采用低频加热方式。
⑤ 坯料润滑:在扩孔之前先进行玻璃纤维润滑。
⑥ 扩孔:在挤压之前已钻好孔的圆坯,必须先从一个较小的先导孔开始扩孔,直到内孔终达到内径加工精度要求。



