
想要更直观地了解不锈钢管-H型钢可放心采购产品吗??产品视频,带你走进产品世界
以下是:不锈钢管-H型钢可放心采购的图文介绍

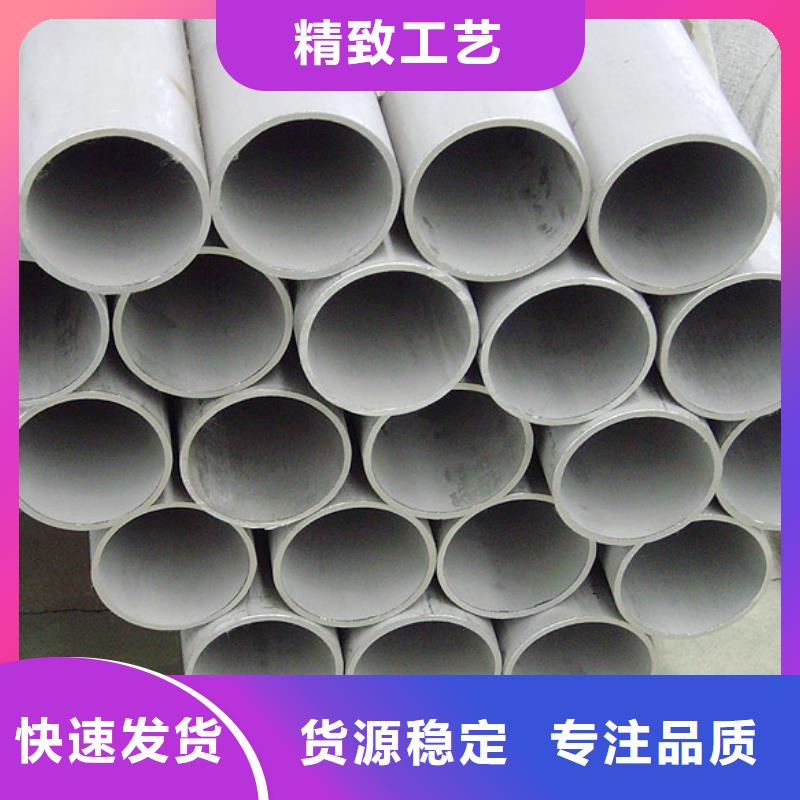
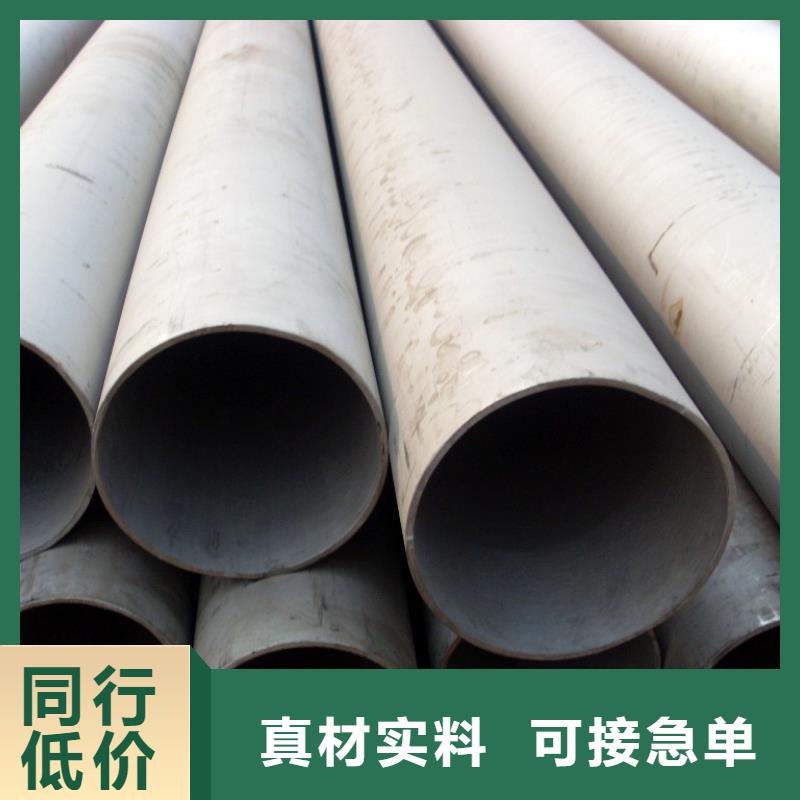
但从设备的使用运行来看,它们的耐腐蚀性能不尽如人意,尤其在含氯离子的介质中,常常由于出现应力腐蚀而导致设备破坏,甚至造成事故。近年来从化工设备的耐蚀性和性等方面考虑,铬镍奥氏体不锈钢管开始广泛的使用。铬镍奥氏体不锈钢管以其的特性(即具有良好的耐酸、耐碱、耐腐蚀等性能),应用范围逐渐广泛,在众多行业中普遍使用,尤其在化工业容器制造中使用更为普遍。
但其缺点是一方面背面需采取有效的封闭措施(小型容器可直接充;大型容器须采用气保护衬垫),增加了焊前工作,在焊接过程中消耗大量的,而且保护措施的效果又直接影响到焊接质量,另一方面填充效率低,因此相应增加了生产成本,降低了工效。
对于焊条电弧焊,具有较强的灵活性,设备简单、移动方便、焊接电缆长、把钳轻巧,适用于多种位置焊接,对焊接接头装配质量要求底,操作过程中金属熔敷速度比手工钨极氩弧焊快,生产效率高,因而不论在制造车间,还是野外作业均广泛采用。
一、铬镍奥氏体不锈钢管焊接方法及特点对于手工钨极氩弧焊,由于采用了惰性气体(Ar)作为保护气体,焊接过程中钨极、熔池、电弧以及被电弧加热的焊缝区域不被空气侵扰,便于焊接操作人员的观察熔。不锈钢管焊接工艺在实际工程中,铬镍奥氏体不锈钢管焊接工艺有以下几种:奥氏体不锈钢管的手弧焊工艺:奥氏体不锈钢管的手弧焊具有热影响区小、易于保证质量,适应各种焊接位置及不同板厚工艺要求的优点。
但其缺点是一方面背面需采取有效的封闭措施(小型容器可直接充;大型容器须采用气保护衬垫),增加了焊前工作,在焊接过程中消耗大量的,而且保护措施的效果又直接影响到焊接质量,另一方面填充效率低,因此相应增加了生产成本,降低了工效。
对于焊条电弧焊,具有较强的灵活性,设备简单、移动方便、焊接电缆长、把钳轻巧,适用于多种位置焊接,对焊接接头装配质量要求底,操作过程中金属熔敷速度比手工钨极氩弧焊快,生产效率高,因而不论在制造车间,还是野外作业均广泛采用。
一、铬镍奥氏体不锈钢管焊接方法及特点对于手工钨极氩弧焊,由于采用了惰性气体(Ar)作为保护气体,焊接过程中钨极、熔池、电弧以及被电弧加热的焊缝区域不被空气侵扰,便于焊接操作人员的观察熔。不锈钢管焊接工艺在实际工程中,铬镍奥氏体不锈钢管焊接工艺有以下几种:奥氏体不锈钢管的手弧焊工艺:奥氏体不锈钢管的手弧焊具有热影响区小、易于保证质量,适应各种焊接位置及不同板厚工艺要求的优点。


15-20年前还没有制造汽轮机的工厂,。现在所有的高速飞机和就是应用这些机器为基础的,工作规范的高温就是这些机器工作时的特征。与生产和平利用原子能装备密切有关的机器制造生产是属于更年轻的部门。现代机器中,功率、速度、传递的压力和温度的大大,对材料,主要对制造这些机器用的耐高压不锈钢管材料的质量和性能提出了很多重要的和新的要求。
但是,在制造机器时只应用高强度、高质量的不锈钢管还不能保障它们的高强度。直到现在还不断发生各种机器的损坏和重大破坏事故就明了这一点。研究这种损坏结果后指出,在极大多数情况下,破坏的发生不是由于不锈钢管的质量不好,机器损坏和破坏事故的主要原因与个别零件的设计不良、装配和安装得不好有关,以及亦是经常违反机器操作条件的结果。
看起来,飞机、大型汽轮发电机或水轮机在加工或装配时,在零件负荷重的区域上所产生的小刀痕、裂缝、凹陷或者磨伤可能是它们损坏的主要原因,几乎是不真实的。但实际上往往就是由于这些原因所致。机器工作时,在表面损伤不大的地方可能开始发展疲劳过程,不可免地导致耐高压不锈钢管的损坏,在很况下由此而造成整个机器的破坏。
因此,为了保证机器工作的耐久性和可靠性,仅仅不锈钢管的质量和强度是不够的,机器零件还必须小心地进行机械加工。普通的机器制造者都应该懂得这方面的知识。对未来的钳工、车工、磨工和铣工须给以这方面的教育。他们应该具有即使是基本的测定不锈钢管强度的现代方法的概念;尤其应该懂得不良的机械加工或者在装配过程中很不精细的对待已加工好的机器零件会产生怎样后果。
但是,在制造机器时只应用高强度、高质量的不锈钢管还不能保障它们的高强度。直到现在还不断发生各种机器的损坏和重大破坏事故就明了这一点。研究这种损坏结果后指出,在极大多数情况下,破坏的发生不是由于不锈钢管的质量不好,机器损坏和破坏事故的主要原因与个别零件的设计不良、装配和安装得不好有关,以及亦是经常违反机器操作条件的结果。
看起来,飞机、大型汽轮发电机或水轮机在加工或装配时,在零件负荷重的区域上所产生的小刀痕、裂缝、凹陷或者磨伤可能是它们损坏的主要原因,几乎是不真实的。但实际上往往就是由于这些原因所致。机器工作时,在表面损伤不大的地方可能开始发展疲劳过程,不可免地导致耐高压不锈钢管的损坏,在很况下由此而造成整个机器的破坏。
因此,为了保证机器工作的耐久性和可靠性,仅仅不锈钢管的质量和强度是不够的,机器零件还必须小心地进行机械加工。普通的机器制造者都应该懂得这方面的知识。对未来的钳工、车工、磨工和铣工须给以这方面的教育。他们应该具有即使是基本的测定不锈钢管强度的现代方法的概念;尤其应该懂得不良的机械加工或者在装配过程中很不精细的对待已加工好的机器零件会产生怎样后果。



水压试验机的承载能力:4000t(40MN)试验压力:30(500bar,控制和稳压精度小于4bar保压时间:5)30s设备能力:15万t/a试压介质水不锈钢管直径Φ508,Φ1422.4mm,长度813m区域设备总长约84m,总宽约10m,高度约8m。
推拉装置用于不锈钢管长度方向的粗受力框架是水压试验机的主要受力体后压头用于平衡水的压力充水头在试验不锈钢管时,通过它给不锈钢管内部充水,充水阀关闭后再通过安装在它上面的增压管道增压,卸压后还可以通过它脱管、下料。
该装置将不锈钢管液压。上、下夹钳均可由带位置传感器的液压缸控制所需的位置。(7)出口升降辊道。在水压试验机空水装置之后,用于接收从横移装置运来的不锈钢管出料辊道可升降,辅助完成试压后不锈钢管的输出。(8)空水装置。
安装在水压试管机之后,用于水压试验后的不锈钢管在此完成空水。2水压试验机本体(1)主要参数。(2)设备的主要特点及改进。此水压实验机的主要机构见图2。此水压机比的水压机具有的优势体现在试验压力大,能满足厚壁大直径的不锈钢管试验生产效率高受力简单。
此设备受力框架倾斜布置的其倾角为1°,这种布置方式的优点是充水时产生较小涡流,从而能够大量的节约充水时间充水后残留在不锈钢管里面的气体很少,使得所用的时间也。相应的了生产效率。将充水端与充液端分开。
推拉装置用于不锈钢管长度方向的粗受力框架是水压试验机的主要受力体后压头用于平衡水的压力充水头在试验不锈钢管时,通过它给不锈钢管内部充水,充水阀关闭后再通过安装在它上面的增压管道增压,卸压后还可以通过它脱管、下料。
该装置将不锈钢管液压。上、下夹钳均可由带位置传感器的液压缸控制所需的位置。(7)出口升降辊道。在水压试验机空水装置之后,用于接收从横移装置运来的不锈钢管出料辊道可升降,辅助完成试压后不锈钢管的输出。(8)空水装置。
安装在水压试管机之后,用于水压试验后的不锈钢管在此完成空水。2水压试验机本体(1)主要参数。(2)设备的主要特点及改进。此水压实验机的主要机构见图2。此水压机比的水压机具有的优势体现在试验压力大,能满足厚壁大直径的不锈钢管试验生产效率高受力简单。
此设备受力框架倾斜布置的其倾角为1°,这种布置方式的优点是充水时产生较小涡流,从而能够大量的节约充水时间充水后残留在不锈钢管里面的气体很少,使得所用的时间也。相应的了生产效率。将充水端与充液端分开。



国耀宏业钢铁有限公司地处经济开发区国耀宏业钢铁,是一家专业从事 福建漳州工字钢销售、运输为一体的综合性现代化企业,提供 福建漳州工字钢价格行情,公司主营产品 福建漳州工字钢。欢迎新老客户咨询铝板价格,24小时免费咨询。


批量订货,应选择誉优良的厂商,并与供方协商确定细化的订货要求,明确酸洗钝化要求,如“钝化膜应完整,呈灰白色带金属光泽,内壁应洁净等”;明确内窥镜检查、海绵弹检查、抽样剖切检查等要求;同时加强对供方的过程,确保管材出厂质量。
由此可见,管材质量对流体系统污染的控制是至关重要的。少量采购时,应借助内窥镜、海绵弹等检查,挑选内壁表面状态良好的管材使用。从污染控制要求出发,不锈钢管材内壁越光洁越好。不锈钢管材制作、安装过程控制本文已分析了不锈钢管材制作过程产生污染物的主要因素,不锈钢管材制作过程的污染控制重点是控制这些工序。
批量直接订货并严格实施了内表面质量控制的管材,不锈钢管材制作过程可不在进行酸洗钝化。制作时,首行脱脂处理,重点控制焊接、吹扫过程即可。市场采购的管材,制作过程需进行酸洗钝化处理,以形成良好的钝化膜,保证耐蚀性能。
不锈钢管材制作应遵循GB50235G工业金属管道工程施工及验收规范、GB50236现场设备、工业管道焊接过程施工及验收规范等标准的要求,不锈钢管材弯制宜采取冷弯,以避免加热导致钝化膜损伤和产生氧化皮。在结构允许的情况下,弯曲半径应尽可能大,一般以大于或等于管外径5倍为宜。
制作时应尽量避免弯曲处变形或减薄。焊接时,应采用专门的工装,使管内保持良好的保护,避免焊接加热使热影响区产生氧化皮;内焊缝采用内窥镜检查外观形态,应无裂纹、气孔、夹渣、飞溅以及局部发黑(氧化)现象,外焊缝进行局部酸洗钝化。
由此可见,管材质量对流体系统污染的控制是至关重要的。少量采购时,应借助内窥镜、海绵弹等检查,挑选内壁表面状态良好的管材使用。从污染控制要求出发,不锈钢管材内壁越光洁越好。不锈钢管材制作、安装过程控制本文已分析了不锈钢管材制作过程产生污染物的主要因素,不锈钢管材制作过程的污染控制重点是控制这些工序。
批量直接订货并严格实施了内表面质量控制的管材,不锈钢管材制作过程可不在进行酸洗钝化。制作时,首行脱脂处理,重点控制焊接、吹扫过程即可。市场采购的管材,制作过程需进行酸洗钝化处理,以形成良好的钝化膜,保证耐蚀性能。
不锈钢管材制作应遵循GB50235G工业金属管道工程施工及验收规范、GB50236现场设备、工业管道焊接过程施工及验收规范等标准的要求,不锈钢管材弯制宜采取冷弯,以避免加热导致钝化膜损伤和产生氧化皮。在结构允许的情况下,弯曲半径应尽可能大,一般以大于或等于管外径5倍为宜。
制作时应尽量避免弯曲处变形或减薄。焊接时,应采用专门的工装,使管内保持良好的保护,避免焊接加热使热影响区产生氧化皮;内焊缝采用内窥镜检查外观形态,应无裂纹、气孔、夹渣、飞溅以及局部发黑(氧化)现象,外焊缝进行局部酸洗钝化。


