

一分钟的时间,对于了解我们的钢筋笼绕筋机-【整捆切钢筋锯床】48小时发货产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:钢筋笼绕筋机-【整捆切钢筋锯床】48小时发货的图文介绍

湖南张家界钢筋弯曲中心实力厂家、现货仓储、量大价优。大厂货源,质量稳定,24小时为您提供支持,以服务立口碑


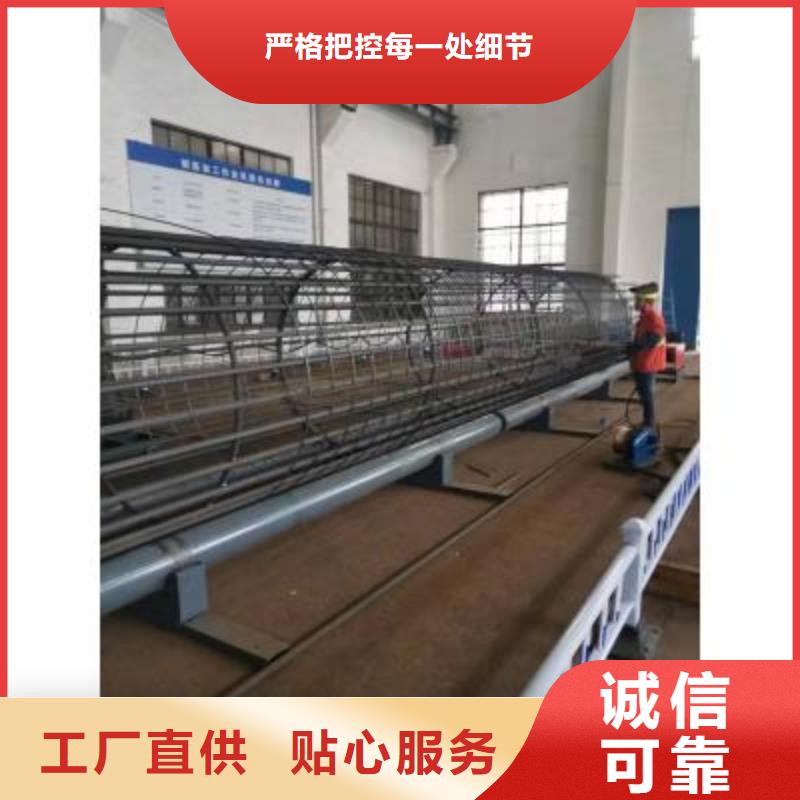
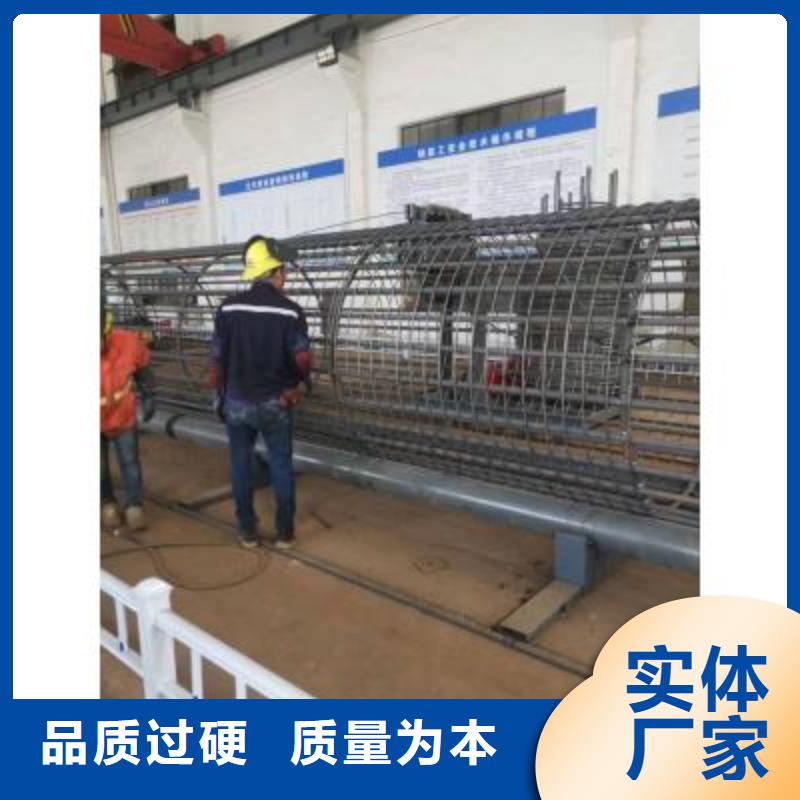
本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,湖南张家界钢筋笼绕筋机完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。2)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。



操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,湖南张家界钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。


钢筋接头采用帮条焊或搭焊时,焊缝长度不应小于帮条或搭接长度,焊缝高度应大于等于0.3d,并不小于4mm;焊缝宽度大于等于0.7d,并不小于10mm。
6.外观检查钢筋笼绕筋机
钢筋电弧焊接头外观检查应在接头清渣后逐个进行目测或量测. 接头处不得有裂纹,焊缝表面平整,不得有较大的凹陷、焊瘤。
当有外观检查不合格接头时,经修理或补强后,可提交二次验收。
钢筋焊接必须做强度检验,以300个同类型接头(同钢筋级别、同接头形式、同焊接位置)作为一批,不足300个时,按一批计。强度检验时,从成品中每批切取三个接头进行拉伸试验。



