



合金钢管角钢质量检测视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:合金钢管角钢质量检测的图文介绍
合金钢管和社会生产的不断发展,对机械产品的质量和生产率提出了越来越高的要求。机械加工工艺过程的自动化是实现上述要求的重要措施之一。它不仅能够提高产品的质量,提高生产效率,降低生产成本,还能够大大改善工人的劳动强度许多生产企业已经采用了自动机床、组合机床和专用自动生产线。采用这种高度自动化和率的设备,尽管需要很大的初始投资以及较长的生产准备时间,但在大批量的生产条件下,由于分摊在每一个工件上的费用很少,经济效益仍然是非常显著的。但是,在机械制造工业中,并不是所有的产品零件都具有很大的批量,单件与小批生产的零件(批量在10~100件)约占机械加工总量的80%。尤其是在造船、航天、航空、机床、重型机械以及国防部门,其生产特点是加工批量小、改型频繁、零件的形状复杂而且精度要求高,如果采用专用化程度很高的自动化机床加工这类零件就显得很不合适,因为生产过程中需要经常改装与调整设备,对于专用生产线来说,这种改装与调整甚至是不可能实现的。近年来,由于市场竞争日趋激烈,为在竞争中求得生存与发展,就必须频繁地改型,并缩短生产周期,满足市场上不断变化的需要。因此,即使是大批量生产,也改变了产品长期一成不变的做法。频繁地开发新产品,使“刚性”的自动化设备即使在大批生产中也日益暴露其缺点。已经使用的各类仿形加工机床部分地解决了小批量、复杂零件的加工。但在更换零件时,必须制造靠模和调整机床,这不但要耗费大量的手工劳动,延长了生产准备周期,而且由于靠模误差的影响,加工零件的精度很难达到较高的要求。为了解决上述这些问题,合金钢管满足多品种、小批量的自动化生产,迫切需要一种灵活的、通用的、能够适应产品频繁变化的柔性自动化机床。数字控制( Numerical Control,简称NC或数控)机床就是在这样的背景下诞生与发展起来的。它极其有效地解决了上述矛盾,为单件小批生产精密复杂零件提供了自动化加工手段。数控机床的工作原理是:将加工过程所需的刀具与工件之间的相对位移量以及各种操作(如主轴变速、松夹工件、进刀与退刀、开车与停车、选择刀具、供给切削液等)都用数字化的信息代码来表示,并将数字信息送λ专用的或通用的计算机,计算机对输入的信息迸行处理与运算,发出各种指令来控制机床的伺服系统或其他执行元件,使机床自动加工出所需要的工件。数控机床与其他自动机床的一个根本区别在于。


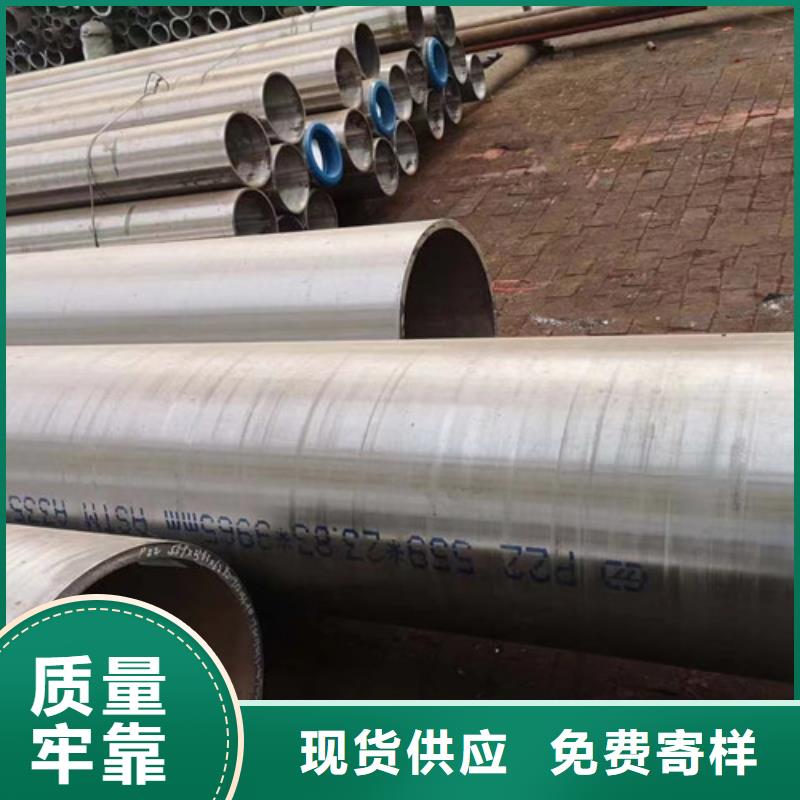
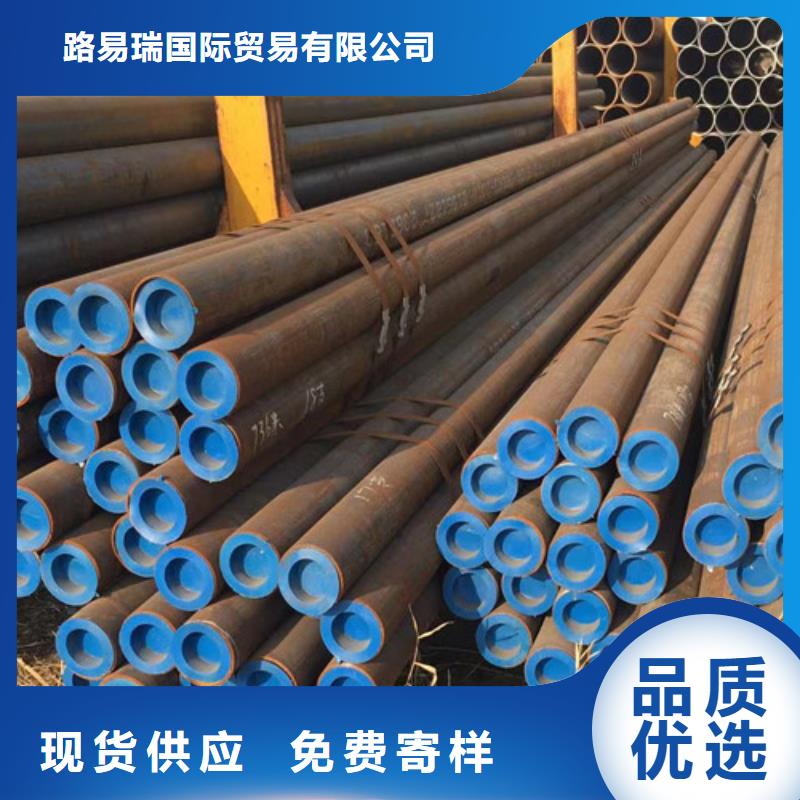
合金钢管的生产工艺和检验水平也在不断的完善,随着新工艺的引进,无论是在生产效率还是在产品质量方面,都有显著的和发展,可以说无缝钢管的发展,也是工业领域取得成功的一种见证。特别是在建筑、机械制造等领域中,无缝钢管所发挥的作用同样也是不容小觑的,此外,在管道运输领域,无缝钢管也有显著优势,能极大限度的运输性。目前我国的钢厂生产合金钢管的量很大,因为无缝钢管的市场很好,如今的无缝钢管已经可以代替很多的普通钢管使用,而且在性价比和性能方面具有更多的优势,无缝钢管的优点大家都看在眼里,人们自然愿意选择更好更有性价比的产品使用了。目前无缝钢管的行业竞争力也在增加,很多的大型无缝钢管企业之间都在竞争,所以无缝钢管自身的发展也很快,国内优质的无缝钢管量产,而且投放市场越来越多。 针对目前企业发展所需,无缝钢管一步步的走到了人们的生活中,现在不管是在建筑中还是在人们的日常生活中都常看到无缝钢管,无缝钢管还可以被作用在工业农业领域,可以说多方面的性能优势让无缝钢管很受欢迎,在 提倡使用无缝钢管的号召之下,无缝钢管只会越来越受欢迎。



合金钢管的耐磨性好和耐蚀性强的原因合金钢管体积收缩率较大,铸件在***凝固处易形成较大的集中缩孔。同时对模具有一定的黏附性,在脱模时,易产生黏附现象②锌合金具有较好的压铸性能,流动性较好,可压铸形状复杂的薄壁铸件;它的结旵温度范围小,易于成型,不易粘模,易于脱模由于浇铸温度较低,压铸模使用寿命较长;收缩率较小,压铸件尺寸精度较髙;压铸合金的综合力学性能较髙,特別是抗压和耐磨性较好;但密度大,易老化,抗腐蚀性不强,其应用范围在一定程度上有所限制③镁合金密度小,比强度较高,在低温下力学性能较好,能承受冲击载荷,在浇注温度下,流动性较好,铸件尺寸稳定,切削加工性能好。但铸件易产生缩松和热裂现象,在大气潮湿条件下耐蚀性较差,由于镁易燃烧,镁液遇水会引起剧烈作用而导致爆炸,而且镁粉尘也易自行然烧而引起爆炸,故在镁合金生产中应采取必要的措施④铜合金它的空度较大,熔点也高,导热性、导电性好,并具有抗磁性能、耐磨性好、耐蚀性强,气密性也较好,压铸时充填成型性较好,可以压铸薄壁的零件。



路易瑞国际贸易有限公司坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 山东枣庄C型槽钢和管理水平为客户提供满意 山东枣庄C型槽钢产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。


合金钢管的精密度怎样控制?无缝钢管的控制是钢管生产的难点,改善无缝钢管精度的措施主要包含以下几个方面:1、管坯加热加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,升降温度不超过30℃。2、定心辊确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。3、轧制中心线确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。4、轧制工具对于磨损的顶头、导板、轧辊等轧制工具要及时更换。5、轧制工具安装辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。6、穿孔顶杆穿孔顶杆一般选择外径为Φ108mm-Φ114mm,无缝钢管要求≥25mm且无缝钢管均匀的厚壁管。7、轧机芯棒芯棒要选用无缝钢管较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。无缝钢管均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的无缝钢管精度。8、芯棒的精度芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。



