



深入了解【钢管折弯】T型钢厂家自营产品,一部视频就够了,快来观看!
以下是:【钢管折弯】T型钢厂家自营的图文介绍
宏钜天成钢管有限公司秉承“匠心制造,服务至上”经营理念,不断创新,精益求精,以质量过硬找客户,以诚信经营留客户,以实现客户价值为目标,愿与各界人士携手合作,共图 山东枣庄42crmo钢管切割发展,热枕欢迎国内外客商、朋友前来参观指导。


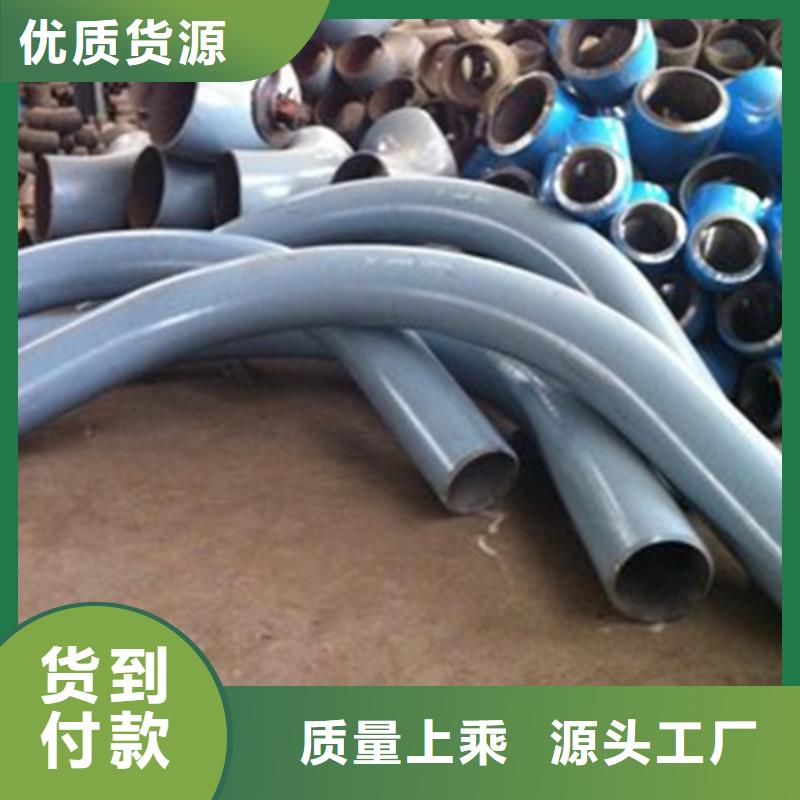
钢管折弯防锈工作怎么做?很多朋友对钢管折弯加工有一定的了解,在日常生活中,我们经常可以看到弯头加工的相关内容,那么如何保证加工好的弯头的防锈工作呢?钢管折弯防锈工作需要注意什么? 一、清洗弯头处理: 主要是用乳液或溶剂清洗钢材表面,保证去除弯头表面的油脂、清洗剂、污垢和有机物,但不去除表面氧化皮、铁锈、焊剂等,所以它在整个防锈工作中主要起辅助作用。 二、弯头加工工具的除锈: 用钢丝刷或其他物体对弯头表面进行有效的抛光,可以使表面的铁锈、氧化皮和焊渣松动和,如果钢铁表面附着水垢,这种方法的去除效果不是很令人满意。 三、重新弯曲后的酸洗: 化学和电解两种不同的酸洗方式比较常见,而化学酸洗基本上只用于弯头的防腐,可以有效去除表面的旧涂层、铁锈和氧化皮,甚至可以在喷砂除锈后使用,化学清洗虽然可以去除表面的杂质,但更容易造成污染。 四、弯头加工中终喷涂除锈的优点:喷涂除锈主要是需要使用一个功率更大的电机来驱动喷涂刀片对弯头进行除锈,加工后的弯头不仅可以彻底除锈,而且即使在剧烈的冲击和摩擦下,也能保证弯头的粗糙度相对精密。



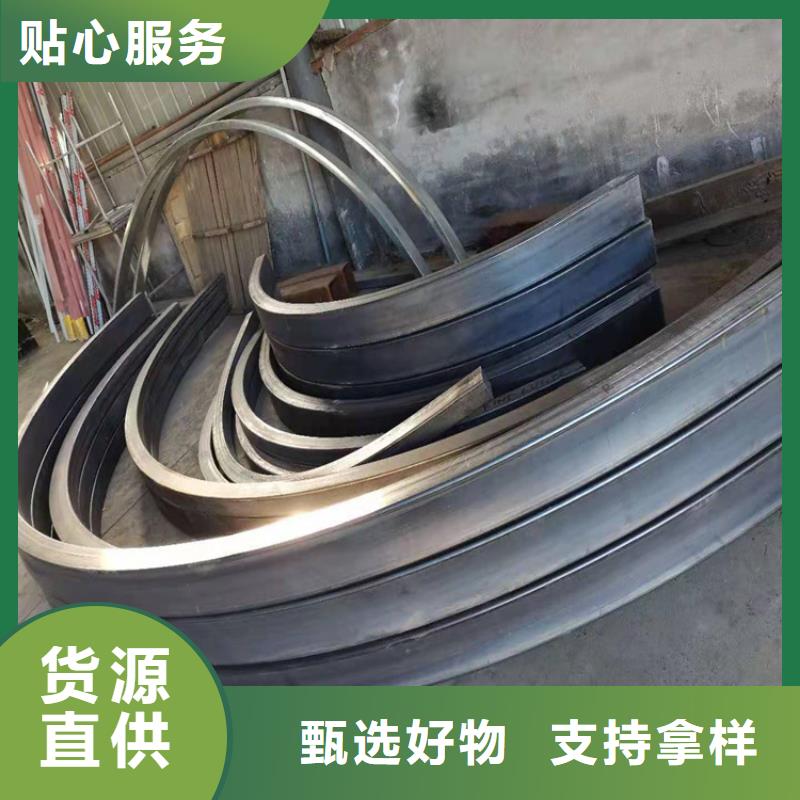
钢管折弯弯管拉弯按弯曲成形方式能够分为滚弯、压弯、推弯和绕弯;按弯曲时能否运用模具能够分为有模弯和无模弯;按弯曲时有无芯棒能够分为有芯弯和无芯弯;按弯曲时能否加热能够分为冷弯和热弯。 近年来还呈现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。滚弯是用三个辊轮对管材停止弯曲加工的办法。其中辊轮3为主动轮,其他两个为从动轮。滚弯办法及工作原理与板材滚弯根本相同。
只是管材滚弯所用的辊轮具有与管坯横截面外形相吻合的工作外表。弯曲时只需改动主、从辊轮间的距离,就能够完成各种曲率半径的弯曲。拉弯厂说这种办法特别合适弯制环形或螺旋线形管件。
不过,滚弯对弯曲半径有一定的请求,仅适用于曲率半径较大的厚壁管件,关于小半径弯曲显得无能为力。压弯是早用于弯管加工的工艺办法。它是在液压机上应用模具对管坯停止弯曲加工的。压弯具有模具调整简单、消费效率高等优点,故在消费中不断被普遍应用,普通用于弯制带直段的管件或弯头号。



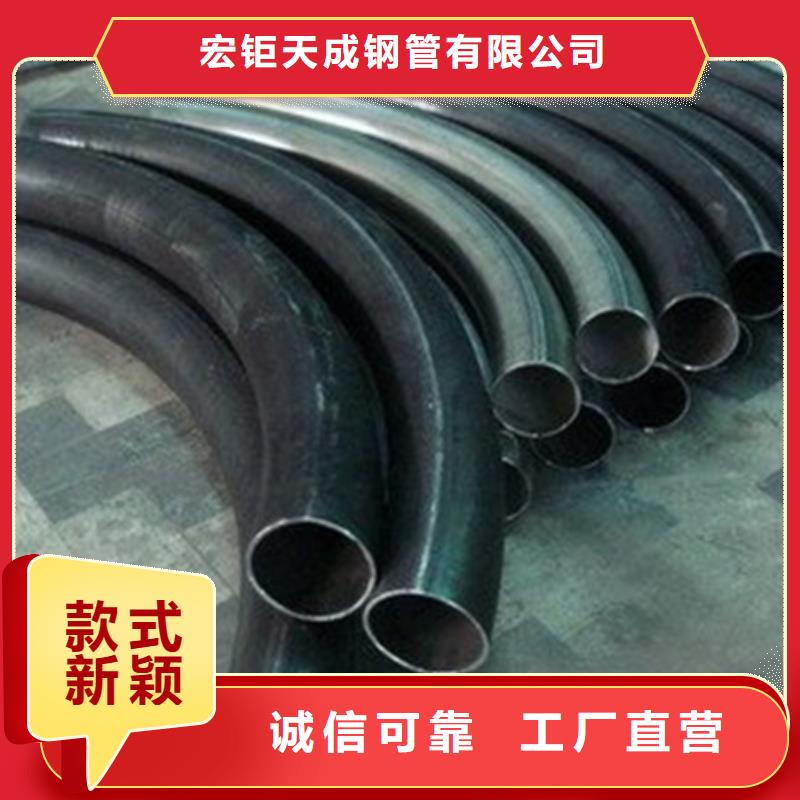
钢管折弯工艺回弹是模具设计中要考虑的重要因素,拉弯件的终成形很大程度上受到成形后回弹量的影响。回弹主要表现为整体卸载回弹、切边回弹。当回弹量超过允许值后就是成形缺陷,影响拉弯件的几何精度。方管拉弯加工时的注意事项型材弯曲变形区外侧壁厚变薄;型材弯曲变形区内侧壁厚增大、起皱;横截面形状畸变;回弹。限制型材方管拉弯加工的因素生产中限制拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。确定拉弯工艺参数首先要考虑的就是这两个方面。拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。对于拉弯构件,如果弯矩不大而主要承受轴心拉力作用时,它的截面形式和一般轴心拉杆一样。弯 在拉力和弯矩的共同作用下,截面出现塑性铰即视为承受能力的极限。对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。方管拉弯加工工艺是什么对于方管拉弯自身来说,方管拉弯报价,它可以直接采用弯曲的模具对其进行弯曲,方管拉弯尺寸,通常情况下都是会用方管拉弯,也正是因为如此,我们要进行留意,在这样的重要的使用情况下,现有的方管拉弯模具在使用的时候,方管拉弯,由于预弯管在进行压弯的时候,会出现预方管拉弯在弯曲的时候弯曲处出现裂纹或断裂的现象。


