
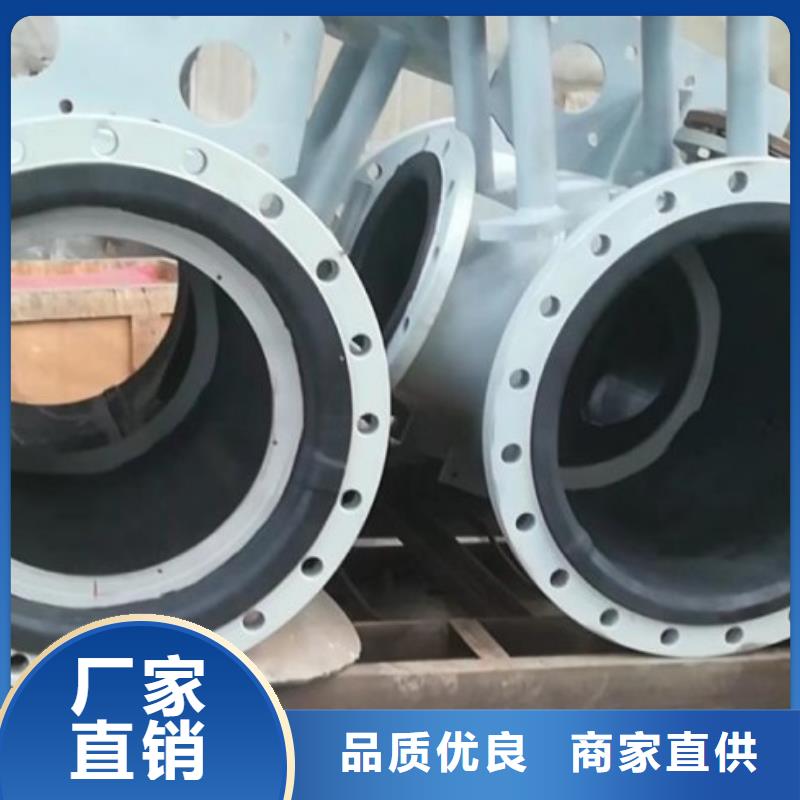





纵横机械制造有限公司位于云南经济开发区内,地理位置优越、交通十分便利。公司是国内生产、研发 云南衬四氟管厂家,曾获得过多项荣誉,并已通过ISO9002质量体系认证。公司内部有完整的组织机构和雄厚的技术力量,具有不断开发研究科技新 云南衬四氟管产品的能力,拥有同行业较先进的加工设备、检测设备及检测手段,更有专业的、高素质的设计、生产、施工队伍。


衬胶弯头:因为介质在直线衬胶管道中高速运转,忽然遭到前方曲折所带来的阻力会对衬胶弯头阻挠部位形成大的冲击,便是衬胶弯头的圆弧部位凸起,因而衬胶弯头部件也较简单损坏之一;衬胶多通、异形三通等:相对于以上两种损坏机率相对较小。衬胶多通、异形三通等依据运用情况不同运用寿命也不同。为了不影响衬胶管道运送管道正常的设备运转,主张在购买初期备用一些易损管件,便利及时替换。
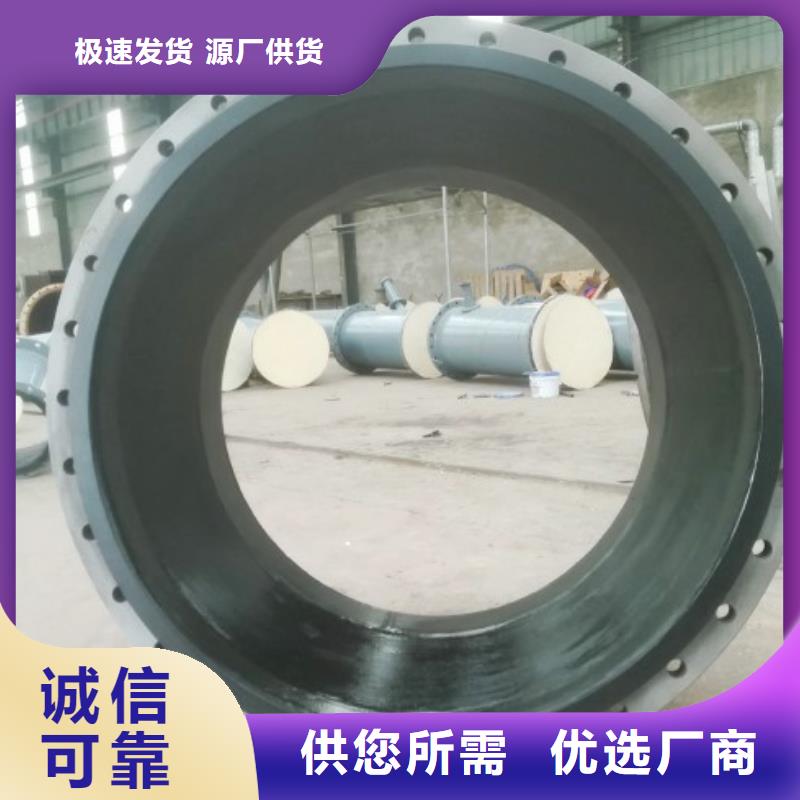
衬胶管道全部制作好以后就可以进行硫化,硫化温度控制在150度--180度,压力控制在4MPa,衬胶管道持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,衬胶管道全部工序完成以后才可以出厂交给用户。如果长期冷热交替工作,那么材料内部在温差变化引起的热应力作用下,会产生小裂纹而不断扩展,后导致破裂。因此,在温度起伏变化工作条件下的结构、管道应考虑钢材的热疲劳性能。材料的高温氧化金属材料在高温氧化性介质环境中(如烟道)会被氧化而产生氧化皮,容易脆落。碳钢处于570℃的高温气体中易产生氧化皮而使金属减薄。



硫化制造技术要求:
1)安装硫化封头后:
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验

