
我们的现场实拍视频将带您走进止水铜片【沥青麻絮】厂家型号齐全产品的世界,产品视频细节之美一览无余!
以下是:止水铜片【沥青麻絮】厂家型号齐全的图文介绍

热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。辽宁营口止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。


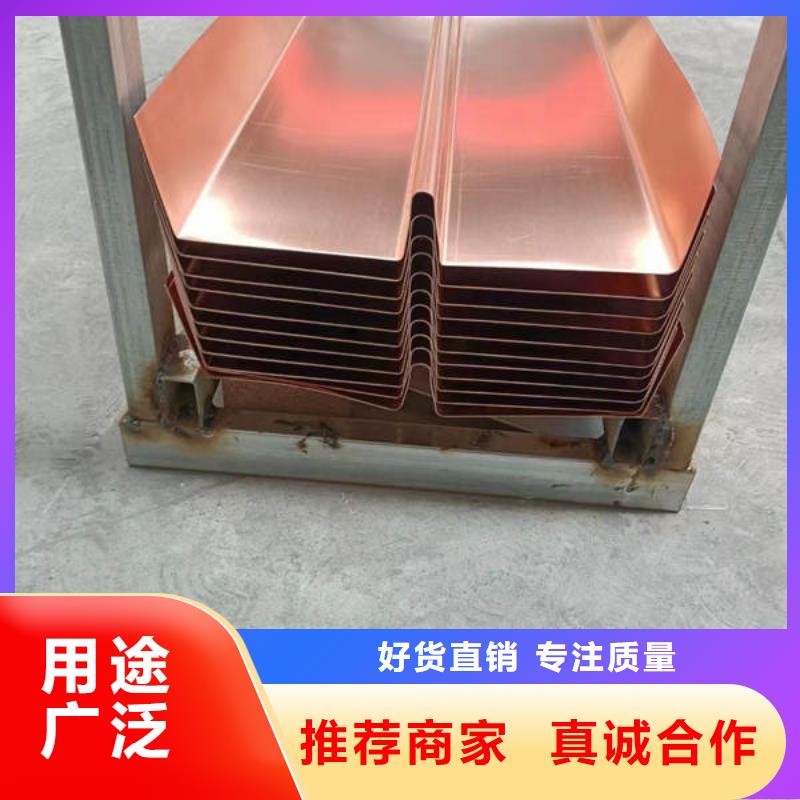
1.退火:为便于加工、焊接,铜片在使用前先进行退火处理。退火后延伸率将增加10~40%。2.成型:在自制模具上用千斤顶静压成型。3.焊接:在现场采用氧焊接长,焊接质量满足施工图纸要求。按照规范要求,搭接长度应不小于2cm,且应为双面焊接(包括“鼻子”部分)。4.伸缩段隔离剂:为了能使铜片止水的伸缩段即“鼻子”部分能自由伸屈,本身又不受损伤,按设计要求在U型槽内填平沥青麻丝。5.安装:紫铜止水片安装位置准确,紫铜止水片底部距离止水基座设计建基面10cm,其鼻子中心线与接缝中心线偏差为±5mm。6.检查:焊接接头表面应光滑,无砂眼或裂纹,不渗水。在现场焊接的接头,应逐个进行外观质量和渗透检测合格。辽宁营口止水铜片



晶凯工程材料有限公司秉承“信誉至上,一丝不苟,精益求精”的经营理念,及时掌握用户的信息和要求,及时跟踪 辽宁营口【紫铜止水】产品使用情况,为用户提供真诚服务,把优良的 辽宁营口【紫铜止水】产品提供给广大客户。
晶凯工程材料有限公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 辽宁营口【紫铜止水】产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。


辽宁营口止水铜片在生产加工过程中,若未进行严格的质量监控,极易出现表面物理缺陷,而表面质量是用户感官的美观要求,表面质量也反应了整个生产工艺的质量。表面缺陷是指铜及铜合金板带材在后续加工、电镀、冲制(压)、焊接、封装等使用过程中,对上述工艺过程产生影响的表面质量问题,统称为表面缺陷。表面缺陷分为两大类:表面物理缺陷和表面化学缺陷。表面物理缺陷又称机械缺陷,是指由于材料内部组织固有或外力等原因引起的板带材表面产生的缺陷,造成了板带材表面的光洁性、完整性受到破坏,如表面起皮、擦伤、划伤、孔洞、气泡、起刺和凹坑等;表面化学缺陷是指铜及铜合金带材在加工、精整、包装及储运过程中产生的由于外界环境因素或生产过程中残留的污物,使表面产生一定的化学或电化学反应而造成的铜合金表面失去金属光泽的缺陷,如氧化腐蚀斑、黑(白)点,水迹、油迹以及工艺介质残留、反应变质等。


