


观看衬胶管道-热水衬塑管道价格地道产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:衬胶管道-热水衬塑管道价格地道的图文介绍

纵横机械制造有限公司

扬州衬四氟管的详细介绍
定制定做本地配送

电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
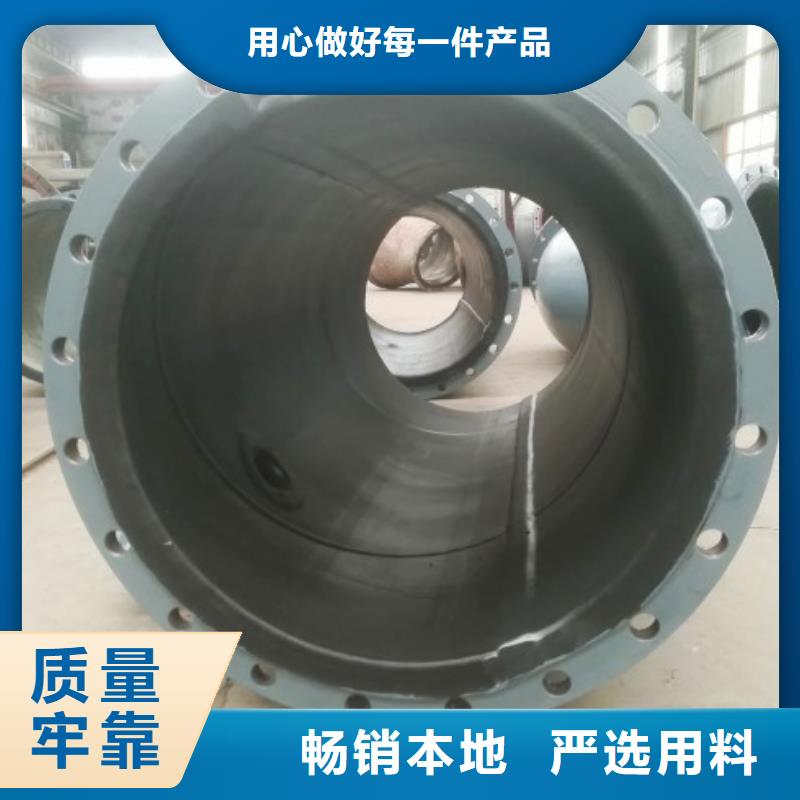
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。


精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制







纵横机械制造有限公司
10年以上扬州衬四氟管生产经验
纵横机械制造有限公司致力于【江苏扬州衬四氟管】研发生产,我们配备先进专业的【江苏扬州衬四氟管】生产流水线和卓越的研发销售团队,通过不断扩大的【江苏扬州衬四氟管】产品生产能力不断降低产品成本,为客户提供j i优性价比的【江苏扬州衬四氟管】产品及服务。我们在江苏扬州建立有一万平米的【江苏扬州衬四氟管】生产基地,能快速的满足客户的实际需求.