




对于无缝钢管专注品质产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:无缝钢管专注品质的图文介绍
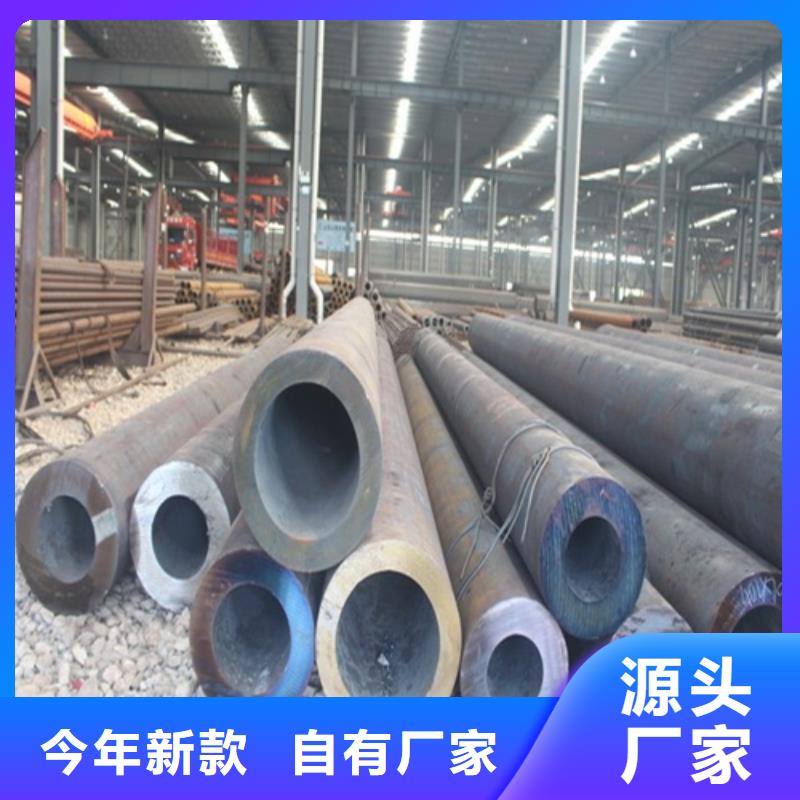
厚壁无缝钢管的防腐工作? 厚壁无缝钢管的一般应用必须做相应的防腐防锈处理工作,一般防腐工作分为三个过程,下面我为您详细说明: 1.管道防锈处理。 涂漆前,管道表面应油污.炉渣.锈迹.锌灰。产品质量标准为Sa2.5级。 2.管道表面防锈处理后,涂面漆,中间间隔时间不超过8小时。涂面漆时,基准表面应干燥易怒。面漆应均匀、圆润,无凝块和气泡。管道两侧不得在150~250mm范围内刷涂。 3.面漆干固后,涂上油漆并捆扎玻璃纤维布,面漆与油漆之间的间隔不超过24小时。 厚壁无缝钢管在整个应用过程中,表面有时会遇到横裂的情况,造成这种情况的原因有很多,下面我给大家做一个详细的分析。 如果厚壁无缝钢管在整个空拔过程中变形较小,内外表面会引起压力内拉的额外应力。此时,由于变形渗透性差,外表面扩张的发展趋势大于内层,因此外表面会引起额外的压力应力,内表面会引起额外的拉应力。如果内表面的额外拉应力影响很大,基本上拉应力和额外进行应力可以加在我们一起,会超过厚壁无缝钢管的抗压强度,导致内表面水平开裂。 在相应的结构力学标准下,减少厚壁无缝钢管生产加工过程中塑性变形的各种因素将提高内横裂的机会。因此,在生产厚壁无缝钢管时,淬火质量。去除碱性脆性非常重要。 在整个空拔过程中,除了额外的径向应力外,还有额外的径向应力。纵向裂纹是由空拔过程中引起的额外径向拉应力引起的。



无缝钢管的清洁方法: 无缝钢管的表面清洁方法,利用溶剂、乳剂清洗无缝钢管表面,以达到去除油、油脂、灰尘、润滑剂和类似的 有机物,但它不能去除无缝钢管表面的 锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。 主要使用钢丝刷等工具对无缝钢管表面进行打磨,可以去除松动或翘起的 氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,无缝管,动力工具除锈可达到Sa3级,厚壁无缝钢管,若无缝钢管表面附着牢固的 氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的 锚纹深度。 一般用化学和电解两种方法做酸洗处理,无缝钢管防腐只采用化学酸洗,无缝钢管厂家,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的 再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。



在多年的 上海杨浦焊管生产经营实践中,我们公司逐渐形成了“诚信为本、关注用户、促进双赢”的经营理念。在这一理念的指导下,我们把“为用户提供优质 上海杨浦焊管产品与服务,不断提高用户满意度”做为公司的追求目标,为了接近和实现这一目标,鹏鑫钢铁有限公司上下倾注了全部心血和精力,积j i在提高 上海杨浦焊管生产技术, 上海杨浦焊管产品档次,改善 上海杨浦焊管产品质量,降低 上海杨浦焊管产品成本等方面,进行着不懈的努力,收到了良好的成果。


华尔网厚壁无缝钢管一般以通常长度交货。 通常长度应符合以下规定: 热轧(扩)管:3000~12000 mm 冷轧(拔)管:2000~10500 mm 热轧(扩)短尺管的长度不小于2 m. 冷轧(拔)短尺管的长度不小于1 m, 定尺长度和倍尺长度:定尺长度和倍尺长度应在通常长度范围内.全长允许偏差分为三级。 一般,冷拔厚壁无缝管壁厚S的公差为±10%S,外径D的公差根据D的大小有很大变化,大概从±0.1mm到±1%D公差实际参数值的允许变动量。参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。所以说公差是一个使用范围很广的概念。对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。



