



联系我们

当前位置:
沧州 钢兴钢管
有限公司 >宣城本地新闻中心
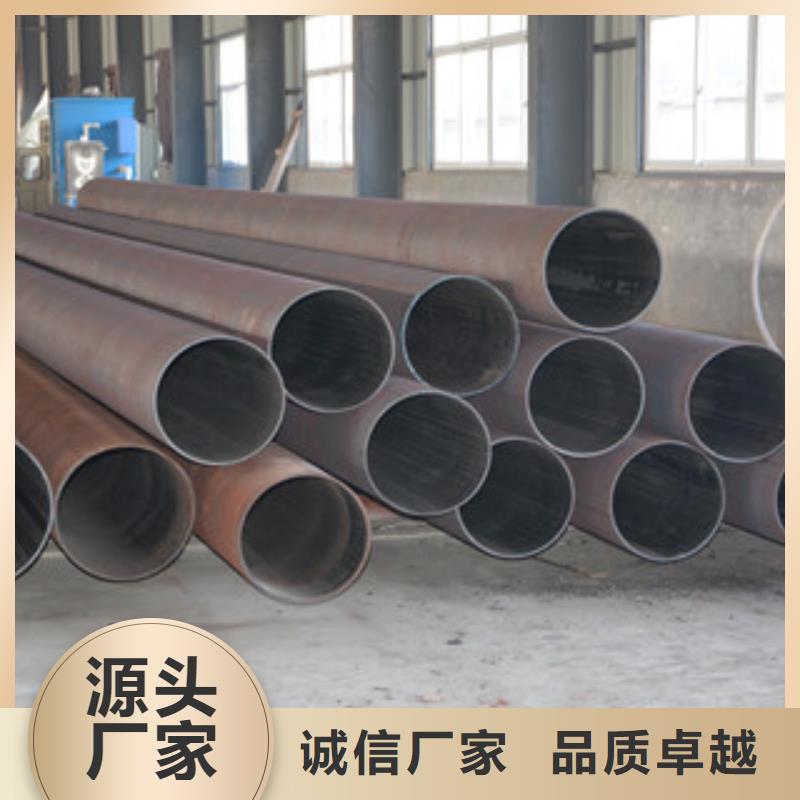
无缝钢管,流体管欢迎来电咨询
更新时间:2024-11-15 18:57:38 浏览次数:9 公司名称:沧州 钢兴钢管 有限公司
以下是:无缝钢管,流体管欢迎来电咨询的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 20# |
| 产地 | 沧州 |
| 规格 | 21mm-1020mm |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 可定做 | 是 |
以下是:无缝钢管,流体管欢迎来电咨询的图文视频



无缝钢管,流体管欢迎来电咨询,钢兴钢管
有限公司为您提供无缝钢管,流体管欢迎来电咨询产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到安徽省 宣城市 宣州区、郎溪县、广德市、泾县、绩溪县、旌德县、宁国市。 安徽省,宣城市 宣城市,简称“宣”,古称宣州、宛陵,安徽省辖地级市,是长江三角洲中心区城市,地处安徽省东南部,介于北纬29°57′~31°19′、东经117°58′~119°40′之间,东与浙江省杭州市、湖州市交界,北与省内马鞍山市、江苏省南京市、常州市、无锡市接壤,西与池州市、芜湖市毗邻,南与黄山市相连,总面积12355.66平方千米。截至2022年末,宣城市常住人口249.5万人,下辖1个区、4个县,代管2个县级市。
想要更直观地了解无缝钢管,流体管欢迎来电咨询产品吗??产品视频,带你走进产品世界
以下是:无缝钢管,流体管欢迎来电咨询的图文介绍

不锈钢管规格及外观质量:A、按GB14975-94不锈钢无缝钢管规定,无缝管厂的通常长度(不定尺)热轧钢管1.5~10m,热钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。B、热轧(热)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。 冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。 凡不超过允许负偏差的其他轻微表面缺陷可不。D、直道允许深度。热轧、热钢管、直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。E、钢管两端应切成直角,并毛刺。 不锈钢无缝管造工艺:1.热轧(无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝管厂轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。


锅炉管按所承受的高温性能分为一般锅炉管和高压锅炉管。无论一般锅炉管或高压锅炉管按其用途要求不同又可分为各种钢管。
规格及外观质量
(1)GB3087-2008《低中压锅炉用无缝钢管》规定。各种结构锅炉用钢管规格,外径10~426mm,共计43种。壁厚1.5~26mm共计29种。但机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管的外径和壁厚另有规定。
(2)GB5310-2008《高压锅炉用无缝钢管》热轧管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
(3)GB3087-2008《低中压锅炉用无缝钢管》和GB5310-95《高压锅炉用无缝钢管》的规定。外观质量:高压锅炉管内外表面不允许有裂缝、折叠、轧折、结疤、离层和发纹。这些缺陷应完全掉。深度不得超过公称壁厚的负偏差,其清理处实际壁厚不得小于壁厚所允许的小值。
高压锅炉管是锅炉管的一种,属于无缝钢管类别。制造方法与无缝管相同,但对制造钢管所用的钢种有严格的要求。高压锅炉管使用时经常处于高温和高压条件。
高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
规格及外观质量
(1)GB3087-2008《低中压锅炉用无缝钢管》规定。各种结构锅炉用钢管规格,外径10~426mm,共计43种。壁厚1.5~26mm共计29种。但机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管的外径和壁厚另有规定。
(2)GB5310-2008《高压锅炉用无缝钢管》热轧管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
(3)GB3087-2008《低中压锅炉用无缝钢管》和GB5310-95《高压锅炉用无缝钢管》的规定。外观质量:高压锅炉管内外表面不允许有裂缝、折叠、轧折、结疤、离层和发纹。这些缺陷应完全掉。深度不得超过公称壁厚的负偏差,其清理处实际壁厚不得小于壁厚所允许的小值。
高压锅炉管是锅炉管的一种,属于无缝钢管类别。制造方法与无缝管相同,但对制造钢管所用的钢种有严格的要求。高压锅炉管使用时经常处于高温和高压条件。
高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。



无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。
无缝钢管屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
无缝钢管断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
无缝钢管断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。
无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。
无缝钢管屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
无缝钢管断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
无缝钢管断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。



钢兴钢管 有限公司集研发、制造、销售 安徽宣城合金管为一体的服务系统,是 安徽宣城合金管。多年来以优质的产品、合理的价格、创新的经营方式、快捷的售后服务,赢得了全国二十几个省、市、地区广大用户的好评。产品已销布全国各地,并远销国外。我厂一直秉持品质卓越的理念,以优质的品质与合理的价位回顾顾客。全力提高产品水准,为客户提供方便便捷的服务。以诚信求发展,创高品质产品,坚定客户的成功才是我们的未来。


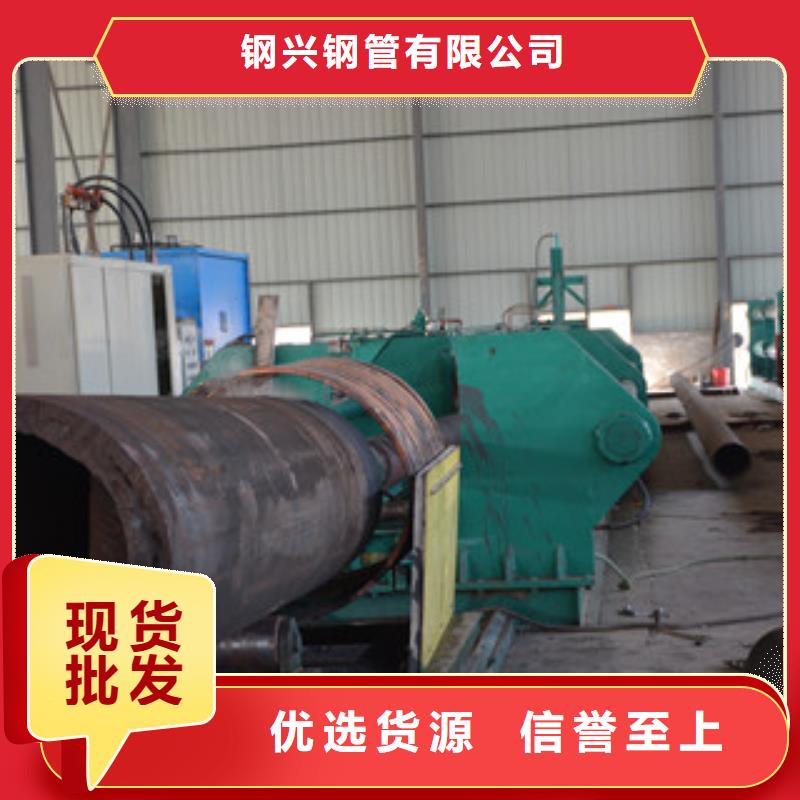
无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。


在安徽省宣城市采购无缝钢管,流体管欢迎来电咨询请认准钢兴钢管
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区)。