



不要满足于简单的文字描述,点击我们的直缝管_【防腐钢管】好货采购产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:直缝管_【防腐钢管】好货采购的图文介绍

焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。


螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。



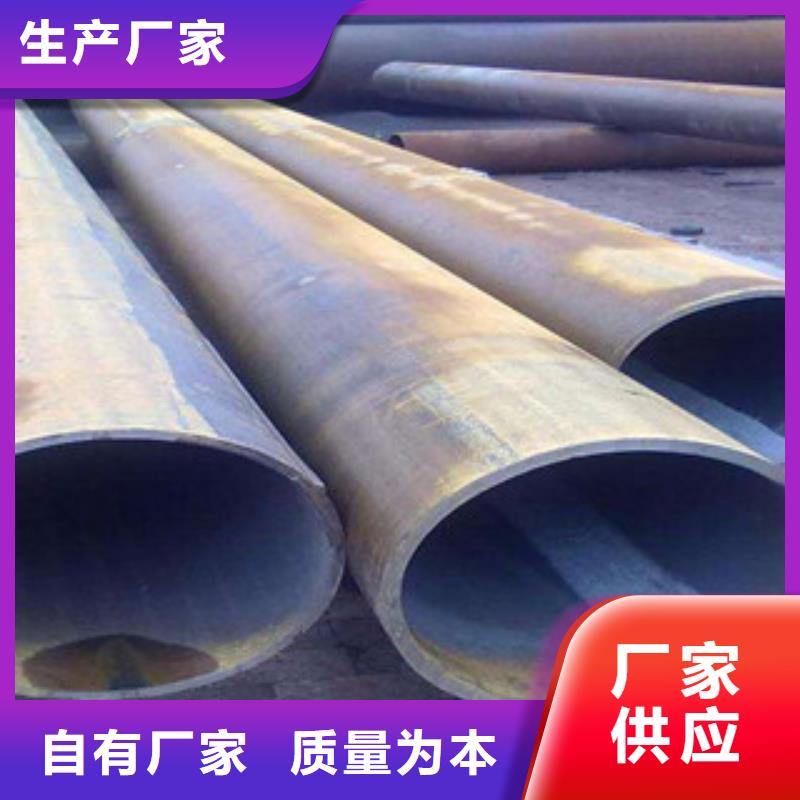
直逢焊钢管与螺旋焊钢管有什么不同?
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。

为了使客户放心使用本公司的产品,本公司作出以下售后承诺:
“三服”工作
1.售前服务:为客户购买产品提供产品的咨询(包括产品的技术性能及价格)
2.售中服务:确保产品的质量,做好按时交货工作。
3.售后服务:提供产品的安装与调试服务,公司在全国各地都有售后服务人员.专业的技术及完善的售后,确保用户购买放心,使用安心。

