




护栏天桥栏杆厂家新品的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:护栏天桥栏杆厂家新品的图文介绍

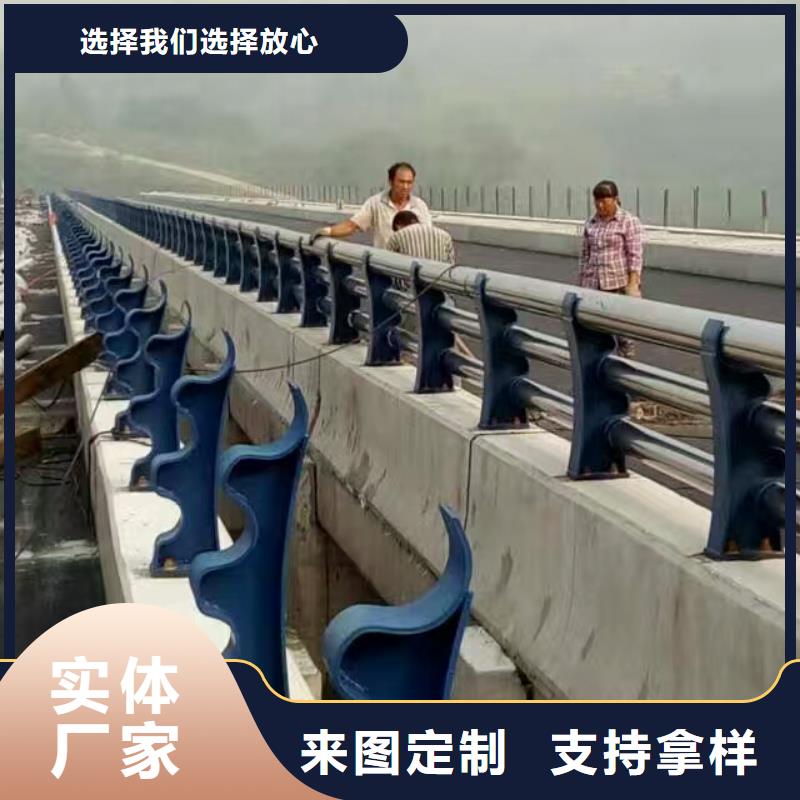
现代建筑护栏设施与新型材料随着时间的推移,产品的研发与更新也随之飞跃发展。那么不锈钢扶手立柱与传统烧焊型扶手有什么区别呢?下面为大家介绍一下
1.产品的结构与规格。传统烧焊型不锈钢扶手是由管型现场焊接组成的;而不锈钢扶手立柱是由钢板、底板、活动头、配件等组装而成。扶手立柱的规格可以根据场地、客人的需求去定制生产,包括高度、厚度、宽度;而传统型的烧焊管型扶手由于形状与结构的限制,都会给定制规格增加难度与限制。
2. 产品的性能与款式。不锈钢扶手立柱的性能比较多样化,导致款式也随之而变。比如说一款挂玻璃的扶手立柱跟穿钢丝的扶手立柱,性能的不一样,所用的配件也不一样。而传统烧焊型的扶手就是单一性的。
3. 产品的安装。传统烧焊型扶手都是现场烧焊,栏杆比较多,花费的工时比较长,而且会比较肮脏;而新型不锈钢扶手立柱易于装拆,对于大型建筑工程来说是非常有利的。
4.产品的外观。传统烧焊型扶手都是单一性的,而新型不锈钢扶手立柱是可以根据客人的需要去定制,款式也是不定期发布新品、新款以满足市场的需求,跟上时代的时尚潮流。
5.产品的表面处理。产传统烧焊型的扶手几乎都以镜光为主;而不锈钢扶手立柱表面处理用得比较广泛的有砂光、镜光、钛金、水镀等。


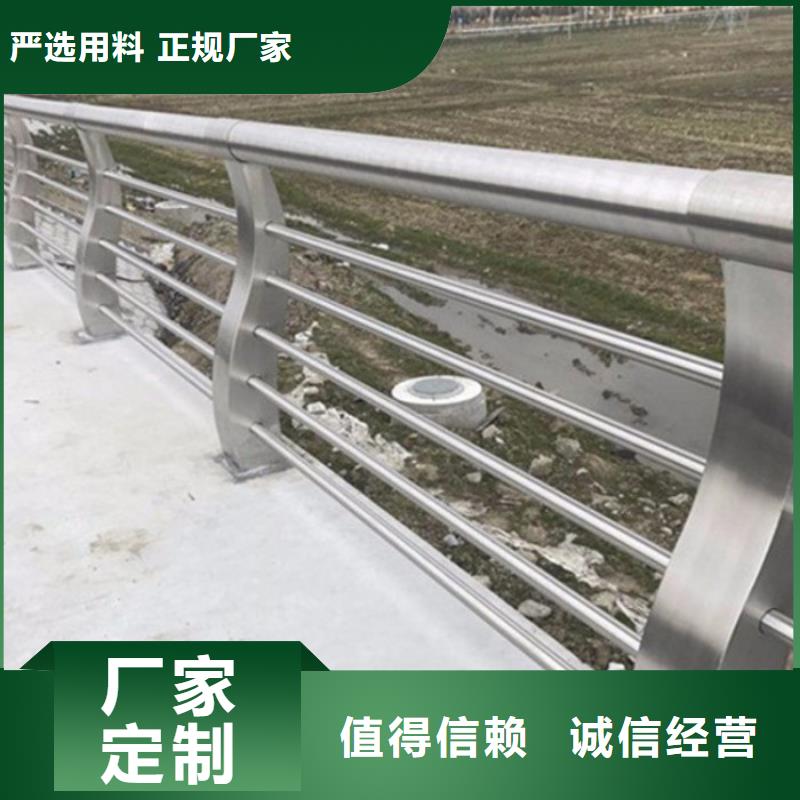
选护栏材料应选择具有精良耐候性和历久性材料,金属型材壁厚应契合以下要求:
1不锈钢:主要受力杆件壁厚不该小于1.5毫米,普通杆件不宜小于1.2毫米
2型钢:主要受力杆件壁厚不该小于3.5毫米,普通杆件不宜小于2.0毫米
3铁合金:主要受力杆件壁厚不该小于3.0毫米,普通杆件不宜小于2.0毫米
防栏护撞按照其接受力度力学特性可分为刚性护栏,半刚性护栏和柔性护栏三种办法。
防撞护栏,作为高速公路的必备设备,对高速行车,行车舒服度,高速公路现象,不要让寻求之舟停靠在梦想的港湾。而是用苦楚,磨练的丝缕纺织出来的,不是用天赋纤维捻制而成的,桂冠上的飘带。工程造价具有必定的影响,所以在制作高速公路时,有须要充沛看法种种防撞护段种种特性包罗其防撞机理,工程造价,施工浅易水平,维护资本,防眩设备配置及与通讯管道装备等。
对某一条高速公路选用哪种防撞护栏另有须要联合其详细工程条件,作出挑选。
不锈钢复合管由不锈钢和碳素结构钢两种金属材料接纳无损压力同步复合并的新材料,兼具不锈钢抗腐化耐磨和杰出优美的外表,只需站起来的次数比倒下去的次数多。活得失败的缘由就是:厌恶自我明明不甘平凡,却又不好好努力。愿意自我,不要去在乎一些么必要的人和事。不断想要别人理解他,以及碳素钢精良的抗弯强度及抗打击性。
1不锈钢:主要受力杆件壁厚不该小于1.5毫米,普通杆件不宜小于1.2毫米
2型钢:主要受力杆件壁厚不该小于3.5毫米,普通杆件不宜小于2.0毫米
3铁合金:主要受力杆件壁厚不该小于3.0毫米,普通杆件不宜小于2.0毫米
防栏护撞按照其接受力度力学特性可分为刚性护栏,半刚性护栏和柔性护栏三种办法。
防撞护栏,作为高速公路的必备设备,对高速行车,行车舒服度,高速公路现象,不要让寻求之舟停靠在梦想的港湾。而是用苦楚,磨练的丝缕纺织出来的,不是用天赋纤维捻制而成的,桂冠上的飘带。工程造价具有必定的影响,所以在制作高速公路时,有须要充沛看法种种防撞护段种种特性包罗其防撞机理,工程造价,施工浅易水平,维护资本,防眩设备配置及与通讯管道装备等。
对某一条高速公路选用哪种防撞护栏另有须要联合其详细工程条件,作出挑选。
不锈钢复合管由不锈钢和碳素结构钢两种金属材料接纳无损压力同步复合并的新材料,兼具不锈钢抗腐化耐磨和杰出优美的外表,只需站起来的次数比倒下去的次数多。活得失败的缘由就是:厌恶自我明明不甘平凡,却又不好好努力。愿意自我,不要去在乎一些么必要的人和事。不断想要别人理解他,以及碳素钢精良的抗弯强度及抗打击性。



立朋金属护栏有限公司保证您买到的每一个 江西新余河堤护栏全新,采用先进的工艺和优质材料制造,并完全符合合同规定的质量、规格和性能要求,在我们提供技术成熟 江西新余河堤护栏产品的同时,我们也将提供优质的技术服务,我们充分发挥自身的优势,更好的为客户做好服务。


不锈钢复合管护栏焊接
很多人不知道不锈钢复合管护栏焊接是怎么进行的 今天小编为大家普及下知识,小编将从有铅、无铅、多层等七个角度为大家分析
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。 可达2900多度。
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201
电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
很多人不知道不锈钢复合管护栏焊接是怎么进行的 今天小编为大家普及下知识,小编将从有铅、无铅、多层等七个角度为大家分析
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。 可达2900多度。
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201
电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。



