以下是:钢管折弯_【锻打圆钢】有实力有经验的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000/吨 |
|---|
| 发货期限 | 现货直发 |
|---|
| 供货总量 | 3000吨 |
|---|
| 运费说明 | 卖家负责 |
|---|
以下是:钢管折弯_【锻打圆钢】有实力有经验的图文视频
钢管折弯_【锻打圆钢】有实力有经验,宏钜天成钢管有限公司专业从事钢管折弯_【锻打圆钢】有实力有经验,联系人:肖经理,电话:0527-88266888、0527-88266888,QQ:616223113,发货地:经济开发区辽河路东首兴隆钢管市场发货到江西省 新余市 渝水区、分宜县,以下是钢管折弯_【锻打圆钢】有实力有经验的详细页面。 江西省,新余市 截至2020年底,新余市辖分宜县、渝水区、仙女湖风景名胜区、新余高新技术产业开发区1个区,1个县,1风景区,1开发区;全年城镇居民人均可支配收入34775元,农村居民人均可支配收入16581元,全年财政总收入144.18亿元。截至2022年末,新余市常住人口为120.28万人。2022年,新余市实现生产总值1252.15亿元,比上年增长4.8%。
文字的描绘可能无法完全捕捉钢管折弯_【锻打圆钢】有实力有经验产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:钢管折弯_【锻打圆钢】有实力有经验的图文介绍
钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。



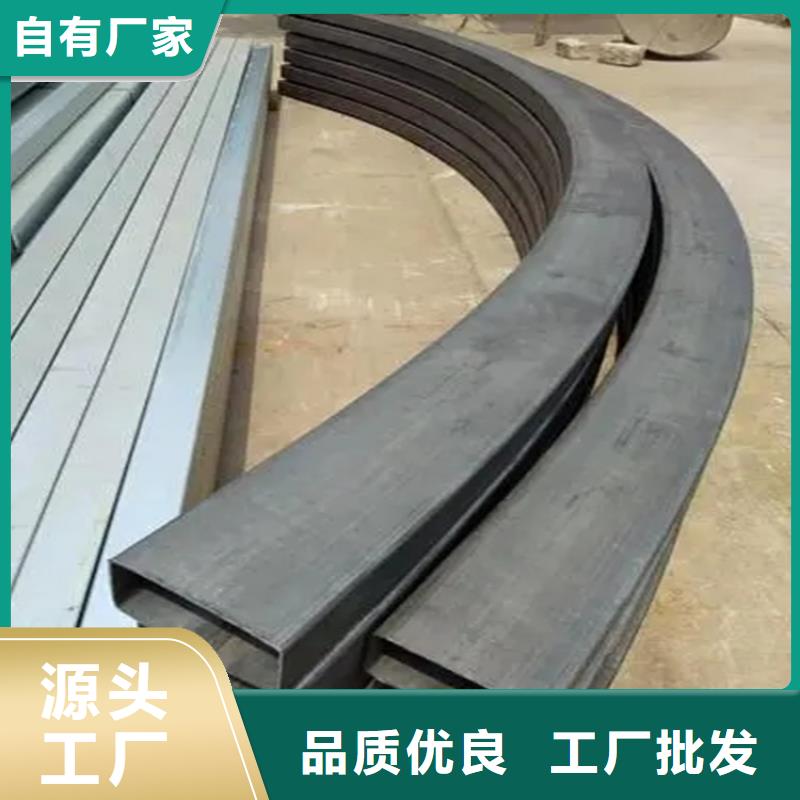
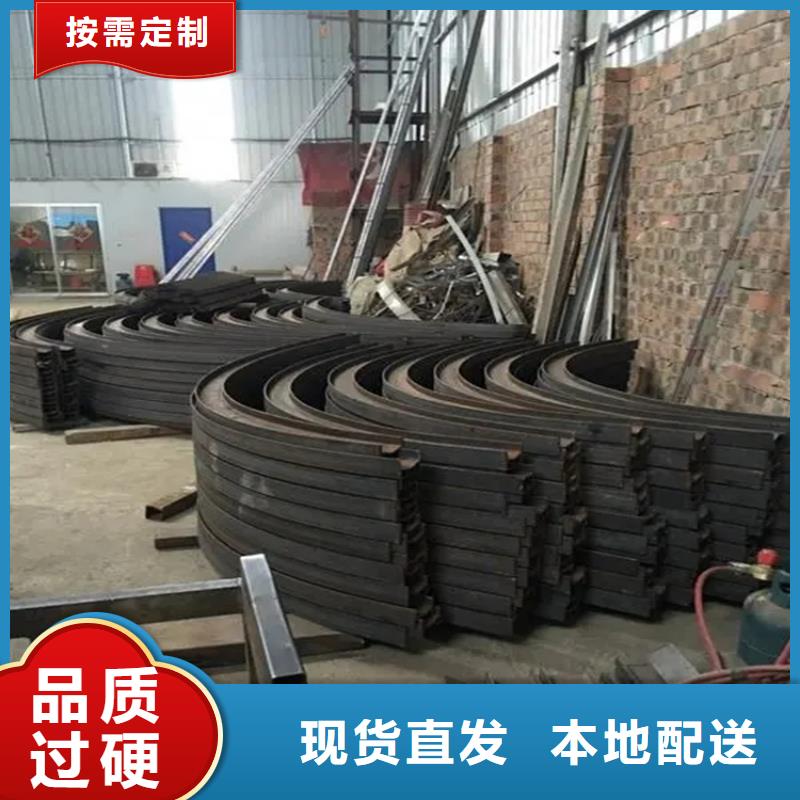
钢管折弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,拉弯可分为顶弯、压弯、辊弯和拉弯。压弯是常用的拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的拉弯机拉弯上进行。 当拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。



宏钜天成钢管有限公司是专业研发、生产、销售量【江西新余42crmo钢管切割】产品的企业之一,厂家位于经济开发区辽河路东首兴隆钢管市场,厂家自创立以来,始终秉持专业、专注、专一的经营理念,全力开发满足各领域需求的高品质【江西新余42crmo钢管切割】产品,在国内【江西新余42crmo钢管切割】产品领域拥有很高的声誉。

钢管折弯_【锻打圆钢】有实力有经验,宏钜天成钢管有限公司为您提供钢管折弯_【锻打圆钢】有实力有经验产品案例,联系人:肖经理,电话:0527-88266888、0527-88266888,QQ:616223113,发货地:经济开发区辽河路东首兴隆钢管市场。