

我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让镀锌管【焊管】工厂认证自己向您展示它的卓越品质和出色性能。
以下是:镀锌管【焊管】工厂认证的图文介绍
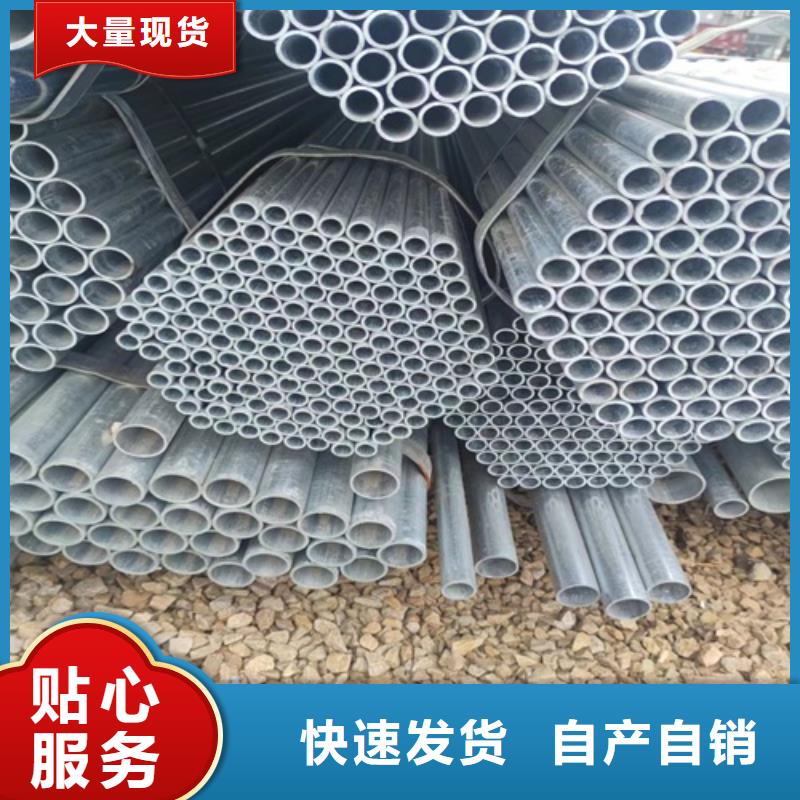
镀锌钢管高质量特点 在加工镀锌钢管的过程中,要经过很多步骤才能得到这样的优质管材。 根据菏泽市无缝钢管冷作硬化的淘汰,可以获得比较满意的铝合金成分。其生产工艺机械设备为光亮淬火设备,主要用于不锈钢板材产品在维护气氛下的淬火和回火热处理。当镀锌钢管的应用特性不同时,对光亮热处理后的铝合金成分要求不同,因此光亮回火热处理的生产工艺也会有所不同。冷拔后,镀锌钢管的原材料会留下热应力,热应力对水管的抗晶间腐蚀开裂性能不是很好。各级冷拔导致原材料对晶间腐蚀开裂的敏感性急剧增加。 冷拔等级也会对奥氏体不锈钢板的高温长期抗拉强度造成不良破坏。一般工作温度越高或开裂使用寿命越高,冷拔等级越低。从上面的详细说明可以看出,镀锌钢管调质热处理的加工工艺比较复杂,要获得合格的铝合金成分,就需要调整机械的室内空间。光亮淬火设备的制冷工段设备相当大。因此,目前的光亮淬火设备一般在其制冷段采用强对流制冷,并设置三个制冷段,可独立调节风量。热轧卷板沿总宽度方向分为三段,根据风量排水法调节热轧卷板总宽度方向的冷却速度,以控制板形。 镀锌管质量简单,用钻孔机制造。镀锌钢管的所有原材料在整个过程中都经过了 热处理工艺。 数控磨床可定制不同型号和规格。它易于携带,使液压系统在日常任务中不易损坏。 表面喷涂处理应持之以恒,达到一定的平整度和平整度。 否则,液压系统将承受以耳轴为支点的直线载荷。 液压系统末端的针孔应与耳钉的针孔一致。 在发动机油底壳和液压系统的中间应设置一个支撑点。 液压系统的地面非常大。


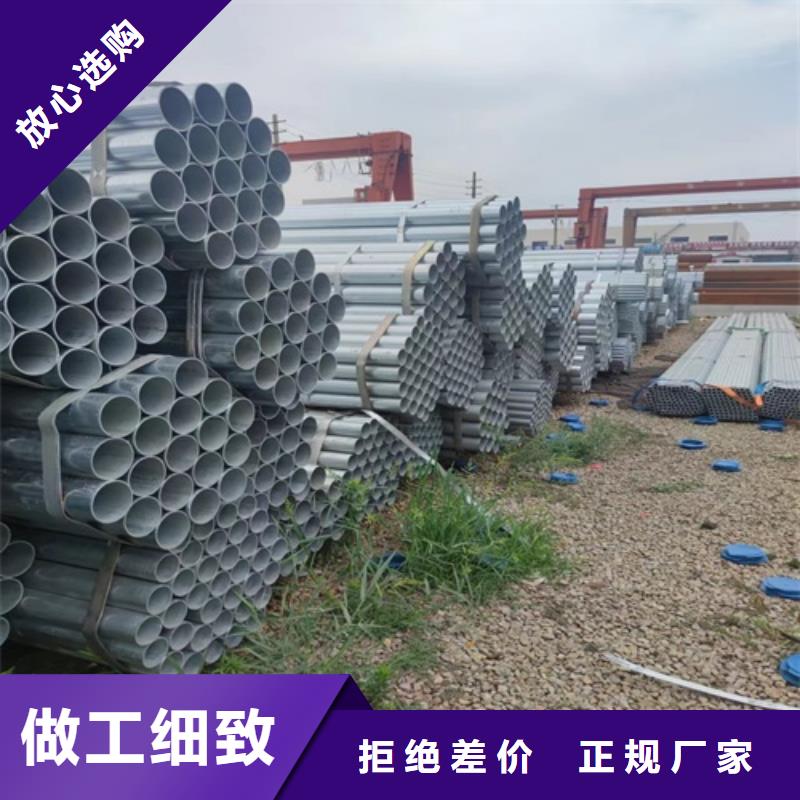
青海西宁镀锌管的规格与应用 由于镀锌管应用非常广泛,其质量标准更是非常重要。在外形和重量方面,其长度为6m,,每批重量不超过总重量的5%,且长度不小于2m。其次,在端部形状,其两端应在镀锌前右角与钢管轴线,内外切口毛刺高度不应超过0.5mm。后是它的标记问题。镀锌钢管应标明标准的标准号和尺寸,以及制造商的名称。 青海西宁镀锌管在建筑行业广泛的应用,主要用于防腐蚀的工业及民用建筑屋面板、屋顶格栅制作;在轻工业中主要用于家用电器外壳、民用烟囱、厨房电器的制造,汽车行业主要用于汽车耐腐蚀部件的制造;农牧渔业主要用于冷冻加工工具,粮食储存,肉类和水产品;主要用于商业材料储存、包装等。



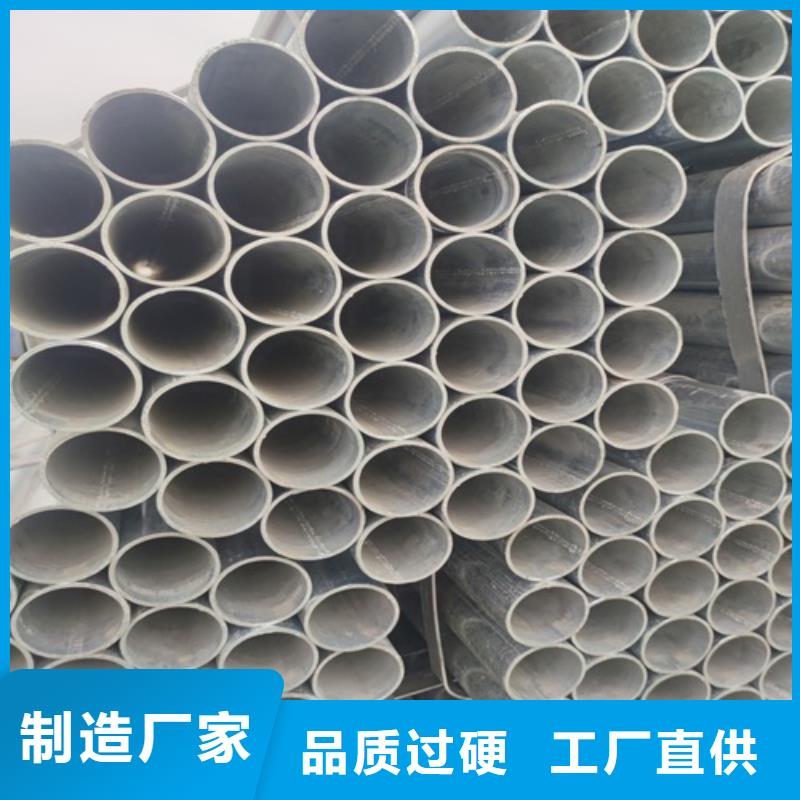
热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。


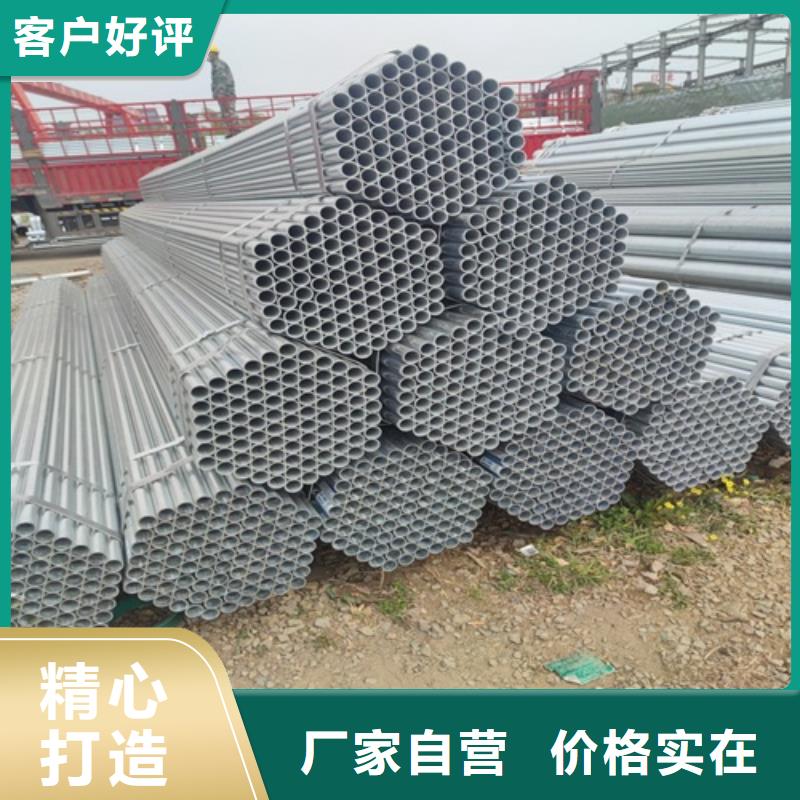
青海西宁镀锌管表面处理方式 1、清洗 应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。 2、喷(抛)射除锈 喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。 喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置 3、工具除锈 首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。 4、酸洗 普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。



鹏鑫钢铁有限公司自成立以来,一直专注于【青海西宁焊管】,精品、创新是我们不断追求的目标。