





如果你想要更深入地了解我们的MPP电力管电力管真诚合作产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:MPP电力管电力管真诚合作的图文介绍
润星电力管材有限公司自成立以来,始终坚持以人才为本、诚信立业的经营原则,荟萃业界精英,将国外先进的信息技术、管理方法及企业经验与国内企业的具体实际相结合,为客户提供【湖北孝感玻璃钢电力管】,使企业在激烈的市场竞争中始终坚持竞争力,实现企业快速、稳定地发展。


MPP电力管抗高温、耐外压,适用于10KV以上高压输电线电缆排管,产品分为普通型和加强型。普通型适应于开挖铺设施工和非开挖穿越施工埋深小于4M的工程;加强型适用于MPP电力管的连接方式是热熔焊接,是用焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接。如果焊接口不好,会损伤电缆线或可能拉扁,所以MPP电力管必须用纯原来来做。山东威海华纳塑胶生产出来的MPP电力管保证全新料,即纯原料,是施工方的良好选择。热熔连接时,管材、管件、模头粘附异物或塑料溢出物时,必须干净后才可熔接。承插热熔时,管材和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。
管材和管件过度加热时,厚度变薄,管材在管配件内变形,有可能会发生虚焊、渗漏现象。管材不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。非开挖穿越施工埋深小于4M的工程;加强型适用于非开挖穿越施工大于4M的工程。产品能够在70℃的高温环境和-30℃低温环境下,确保管体材质性质不发生改变,达到正常输电的性。普遍用于市政、电、煤气、自来水、热力管线、城乡非开挖水平定向钻进电力排管工程及明开挖电力排管工程等项目。对接焊接,熔点在200度左右,不超过220度。热熔连接时,管材、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,管材和管件用双手无旋转推进热熔机模具内。
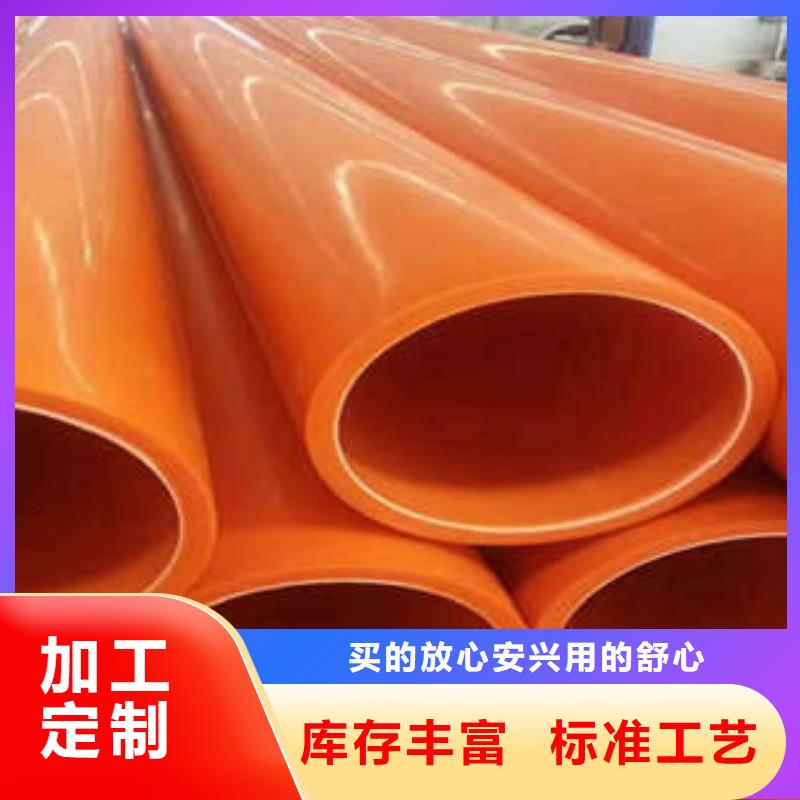
MPP电力管是一种常见的线缆保护套管,MPP电力管是一种主要是被应用在电力工业领域的专用电缆保护管,一般在安装的时候,是不需要破坏路面的,比较符合环保的需求。MPP电力管按照使用的不同分为加强的和普通型的。普通型适用于开挖铺设施工和非开挖穿越施工埋深小于四米的工程,加强型又分为开挖管和非开挖管,MPP非开挖管又称作MPP顶管,MPP托拉管,MPP牵引管。非开挖管是适用于在道路、铁路、建筑物、河床下等特殊地段敷设管道、电缆等施工工程不需要破坏地面也可以进行铺设工程的。加强型适用于非开挖穿越施工埋深大于四米的工程。非开挖电力管工程更适应当前的环保要求,去除因传统施工所造成的尘土飞扬、交通阻塞等扰民因素。这一技术还可以在一些无法实施开挖作业的地区铺设管线,如古迹保护区、闹市区、农作物及农田保护区、高速公路、河流等。
MPP电力管主要是用在电力设备上的,一般来说MPP电力管是分为两种类型的,一类是普通型的一类是加强型的。它们的连接方式都很像,是差不多的,都是用焊接机进行热熔焊来对接,下面就和mpp电力管厂家来了解一下有关MPP电力管焊接的相关知识吧。mpp电力管厂家说MPP电力管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MPP电力管道施工的一个瓶颈。梅花管厂家的小编提醒您在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接头的终质量主要还是靠操作过程中严格的控制。所以研究出聚乙烯压力管道接头质量快速、实用检测方法。
管材和管件过度加热时,厚度变薄,管材在管配件内变形,有可能会发生虚焊、渗漏现象。管材不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。非开挖穿越施工埋深小于4M的工程;加强型适用于非开挖穿越施工大于4M的工程。产品能够在70℃的高温环境和-30℃低温环境下,确保管体材质性质不发生改变,达到正常输电的性。普遍用于市政、电、煤气、自来水、热力管线、城乡非开挖水平定向钻进电力排管工程及明开挖电力排管工程等项目。对接焊接,熔点在200度左右,不超过220度。热熔连接时,管材、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,管材和管件用双手无旋转推进热熔机模具内。
MPP电力管是一种常见的线缆保护套管,MPP电力管是一种主要是被应用在电力工业领域的专用电缆保护管,一般在安装的时候,是不需要破坏路面的,比较符合环保的需求。MPP电力管按照使用的不同分为加强的和普通型的。普通型适用于开挖铺设施工和非开挖穿越施工埋深小于四米的工程,加强型又分为开挖管和非开挖管,MPP非开挖管又称作MPP顶管,MPP托拉管,MPP牵引管。非开挖管是适用于在道路、铁路、建筑物、河床下等特殊地段敷设管道、电缆等施工工程不需要破坏地面也可以进行铺设工程的。加强型适用于非开挖穿越施工埋深大于四米的工程。非开挖电力管工程更适应当前的环保要求,去除因传统施工所造成的尘土飞扬、交通阻塞等扰民因素。这一技术还可以在一些无法实施开挖作业的地区铺设管线,如古迹保护区、闹市区、农作物及农田保护区、高速公路、河流等。
MPP电力管主要是用在电力设备上的,一般来说MPP电力管是分为两种类型的,一类是普通型的一类是加强型的。它们的连接方式都很像,是差不多的,都是用焊接机进行热熔焊来对接,下面就和mpp电力管厂家来了解一下有关MPP电力管焊接的相关知识吧。mpp电力管厂家说MPP电力管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MPP电力管道施工的一个瓶颈。梅花管厂家的小编提醒您在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接头的终质量主要还是靠操作过程中严格的控制。所以研究出聚乙烯压力管道接头质量快速、实用检测方法。


一般不采用热熔对接。否则难以保证管材焊接质量。河南电力管MPP电力管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。
如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。
热熔连接时,MPP电力管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MPP电力管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。MPP电力管和管件过度加热时,厚度变薄,MPP电力管在管配件内变形,有可能会发生虚焊、渗漏现象。MPP电力管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。连接带螺纹管件时,生胶带岩外螺纹管件部分顺时针缠绕,圈数依据口径大小适宜即可,否则有紧固困难,强行旋转会导致丝口破裂。热熔机温度控制在280-300℃之间。MPP电力管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MPP电力管道施工的一个瓶颈。在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接头的终质量主要还是靠操作过程中严格的控制。
如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。
热熔连接时,MPP电力管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MPP电力管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。MPP电力管和管件过度加热时,厚度变薄,MPP电力管在管配件内变形,有可能会发生虚焊、渗漏现象。MPP电力管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。连接带螺纹管件时,生胶带岩外螺纹管件部分顺时针缠绕,圈数依据口径大小适宜即可,否则有紧固困难,强行旋转会导致丝口破裂。热熔机温度控制在280-300℃之间。MPP电力管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MPP电力管道施工的一个瓶颈。在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接头的终质量主要还是靠操作过程中严格的控制。




