





常呈现的维修误区。毛病未定位,盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。



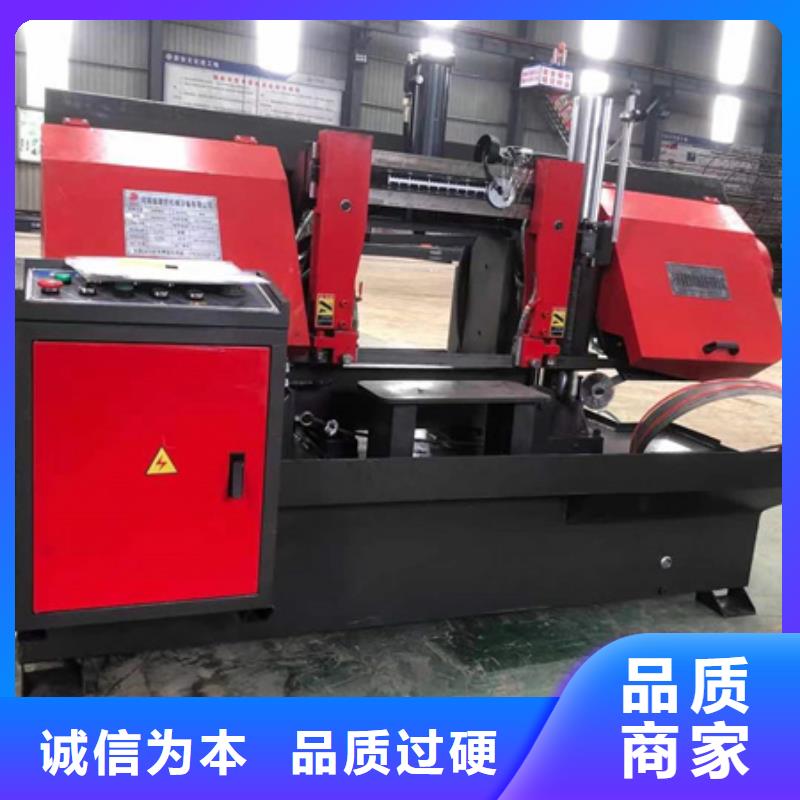
金属带锯床主要用于锯割碳素结构钢、低合金钢、高合金刚、特殊合金钢和不锈钢、耐酸钢等各种金属材料,双立柱金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件;张紧装置;送料架;液压传动;电气控制;及冷却。液压传动由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。
电气控制由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的等,使之按一定的工作程序来实现正常切削循环 开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。


6、切削液使用浓度过低,不能很好的降 低 齿尖局部热量,没有起到维 护 锯条的作用。
锯床加工化、范围扩大化。提 高 锯切效率,尤其是提 高 厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2 min。大大提 高 生产效率,改 善 了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。



建贸机械设备有限公司主打的产品【福建厦门钢筋锯床】得到了国内外客户的一致好评。
建贸机械设备有限公司的四大特色:
1、强大的【福建厦门钢筋锯床】技术团队,赋予了【福建厦门钢筋锯床】产品优质与稳定;
2、丰富的经验,为客户量身定做心中理想、满意的【福建厦门钢筋锯床】;
3、完善的服务体系,让客户享受到研发、销售、制造服务;
4、的售后团队服务,为客户解决【福建厦门钢筋锯床】后顾之忧;
