



图文介绍虽好,但视频更能展现不锈钢焊管_不锈钢镜面管优质货源产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
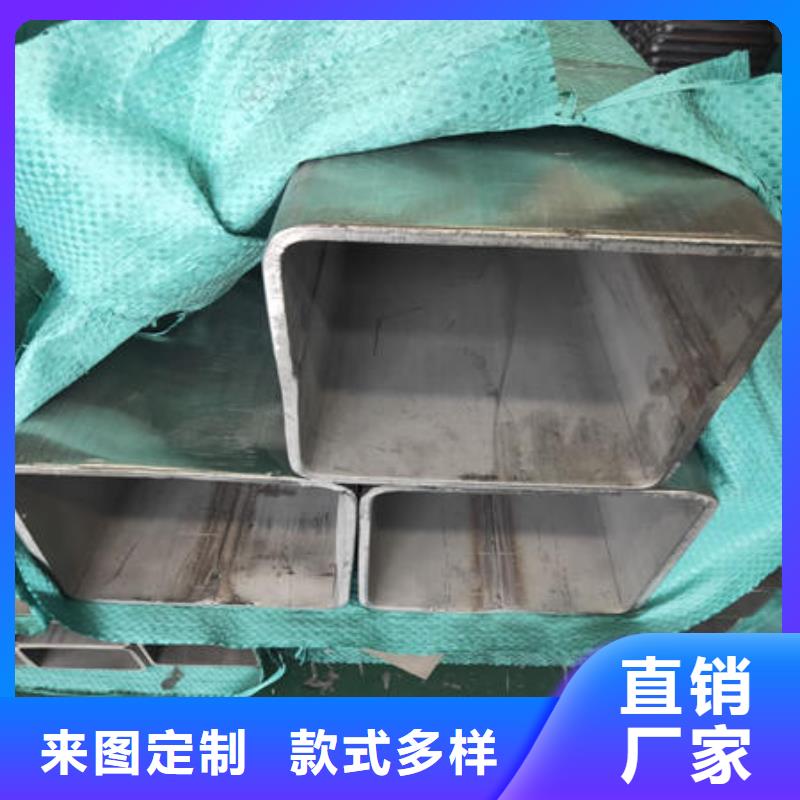
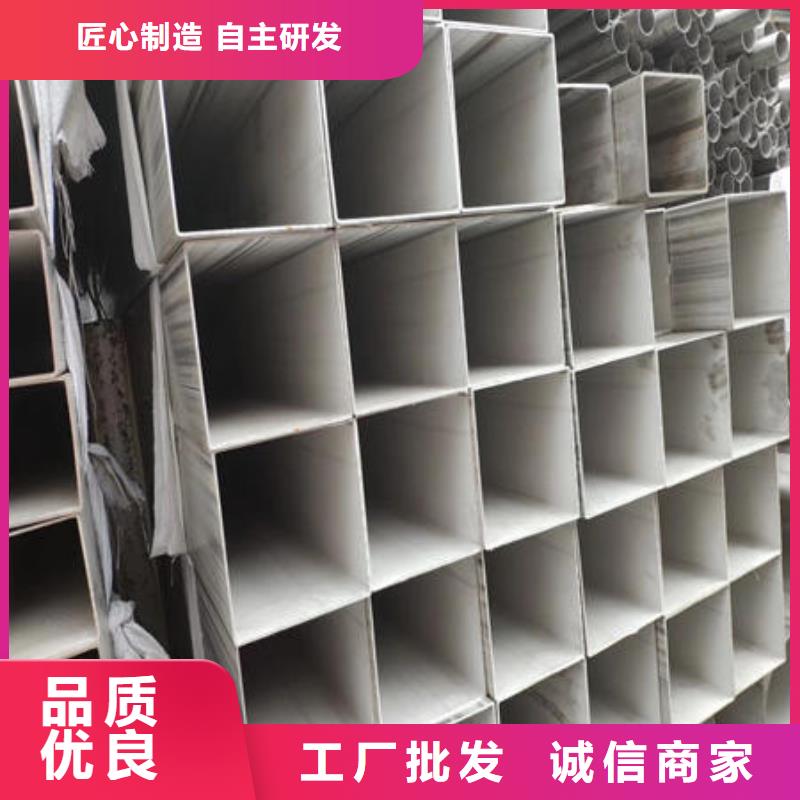
以下是:不锈钢焊管_不锈钢镜面管优质货源的图文介绍


万宇金属材料有限公司是 内蒙古乌兰察布不锈钢焊管等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。



丁字焊接钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋钢管错边产生的原因及其措施是很有必要的。由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。焊接方法分类螺旋焊接钢管螺旋焊接钢管按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。电焊钢管:用于石油钻采和机械制造业等。炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。按焊缝形状分类可分为直缝焊管和螺旋焊管直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。



由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。了解了不锈钢焊管头尾增厚长度的相关知识,势必有助您更好地选择和使用不锈钢焊管。 不锈钢焊管的焊接过程不仅加热速度快,而且冷却速度也快,在这样一种急剧的温度变化环境下焊接应力随之产生,不锈钢焊管的焊缝组织也有变化。为了保证焊管使用性能的发挥,我们需要通过热处理的方式来对焊缝和母体金属的显组织差异进行。
那么,如何对不锈钢焊管实施热处理,一般不锈钢焊管的热处理工艺有两种,分别是退火和正火。所谓退火是指焊接应力状态和加工硬化现象,改善不锈钢焊管的焊缝塑性,通常加热温度在相变点以下。而作为一种常化处理工艺,正火改善了不锈钢焊管力学性能的不均匀性,使母体金属与焊缝处金属力学性能相接近,完善金属显组织、细化晶粒,加热温度在相变点以上某一点经过空冷。根据不锈钢焊管使用要求的不同正火还有焊缝热处理和整体热处理之分。
那么,如何对不锈钢焊管实施热处理,一般不锈钢焊管的热处理工艺有两种,分别是退火和正火。所谓退火是指焊接应力状态和加工硬化现象,改善不锈钢焊管的焊缝塑性,通常加热温度在相变点以下。而作为一种常化处理工艺,正火改善了不锈钢焊管力学性能的不均匀性,使母体金属与焊缝处金属力学性能相接近,完善金属显组织、细化晶粒,加热温度在相变点以上某一点经过空冷。根据不锈钢焊管使用要求的不同正火还有焊缝热处理和整体热处理之分。
