









温州钢板的图文介绍
厂家货源同行低价

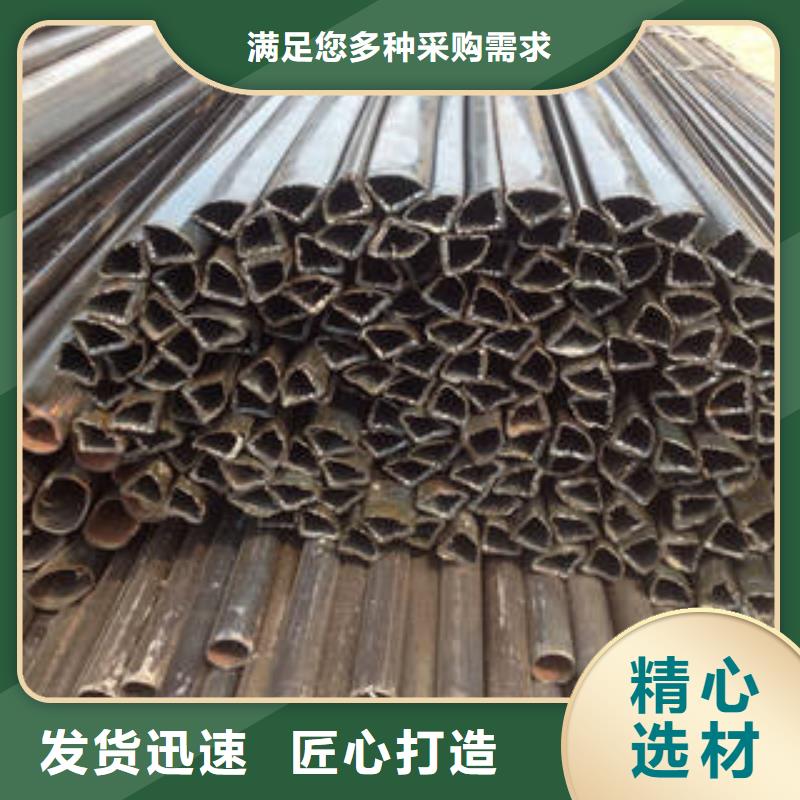
异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



多年经验
买温州钢板直接找源头工厂给您更好的产品

质量把控
严格把控温州钢板生产标准确保品质出厂的都是合格品

支持定制
温州钢板按需定制产能稳定满足多种需求

服务保障
温州钢板成熟技术团队和售后团队交货准时
