




以下的激光焊接机【激光打标机】工艺精细质保长久视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:激光焊接机【激光打标机】工艺精细质保长久的图文介绍
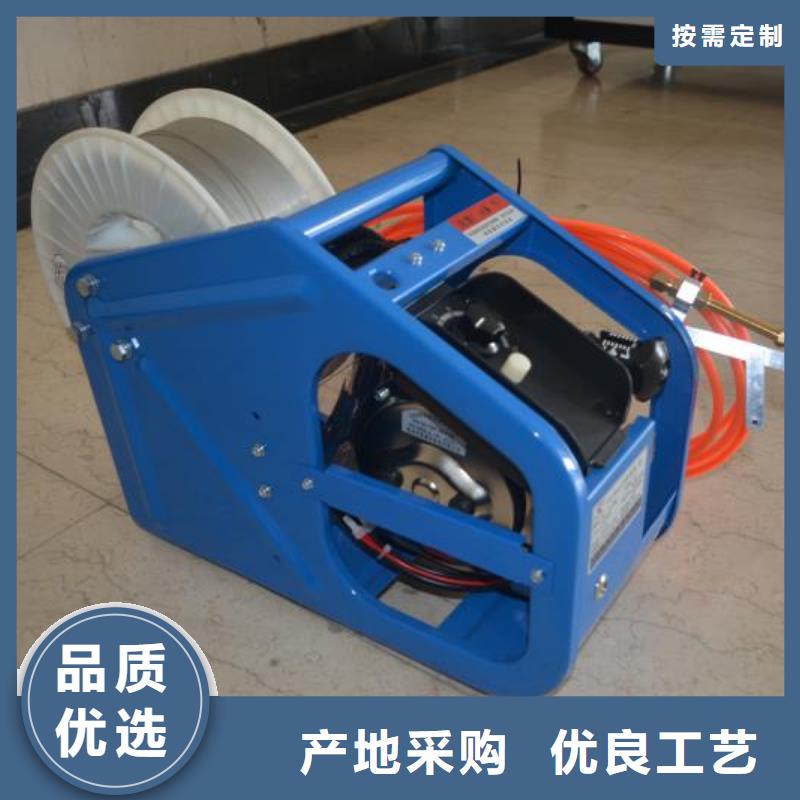
产品特点图

1.激光器光束质量好、焊接速度快、焊缝牢固美观、为用户带来、完美的焊接解决方案。
2. 手持式水冷焊枪,人体工学设计、灵活方便、焊接距离更长,可以对工件实现任意部位角度的焊接。
3.焊接区域热影响小、不易变形、发黑、背面有痕迹问题,焊接深度大、熔化充分、牢固可靠。
4. 电光转换效率高、能耗低,并且操作简单易学,不用专业焊接师傅,普通工人在短暂培训后即可上岗。长期使用可大大节省加工成本。
5. 高性、焊嘴只有在触碰到金属时触动开关才有效,并且触动开关带有体温感应。
6.可以实现任意角度的焊接,可以对各种复杂焊缝的工件、较大工件非规则形状进行焊接。实现任意角度的焊接。

适用范围


大鹏激光科技有限公司(铜陵分公司)追求与客户长期、稳定、互动的合作关系,努力当好 金属激光切割机与用户沟通的纽带。公司以优惠的 金属激光切割机出厂价,优质的商家服务愿与广大新老客户携手共进,共同发展。企业目标: 以优质的服务满足广大客户的需求,以质优价廉 的 金属激光切割机取得广大客户的信任。不断发展,做行业的领跑者。企业文化:广交朋友,合作共赢。



为什么选择我们

(4)离焦量对焊接质量的影响。 激光焊接通常需要一定的离做文章一,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现问分汽化,形成市压蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。