
为了让您更地了解我们的【直缝管】防腐钢管源厂定制,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:【直缝管】防腐钢管源厂定制的图文介绍


焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



钢兴钢管 有限公司为您提供的 河北唐山合金管一站式服务包含设计、生产、安装,秉承以客户为中心的服务理念,用心去感受客户需求,公司主营 河北唐山合金管,为客户提供优质的产品、良好的技术支持、健全的售后服务以及真诚的态度均得到新老客户的一致好评。公司组织机构健全且拥有一批经验丰富、高素质、率的员工队伍,如果您对我公司的 河北唐山合金管产品服务有兴趣,请在线留言或者来电咨询。


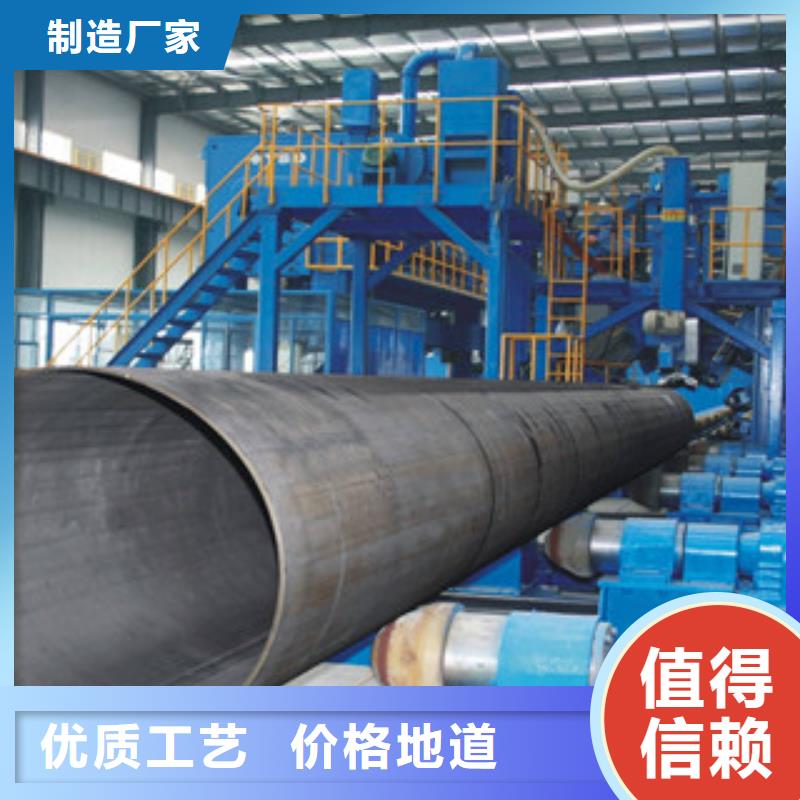
直缝焊管的成型质量的控制:
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。



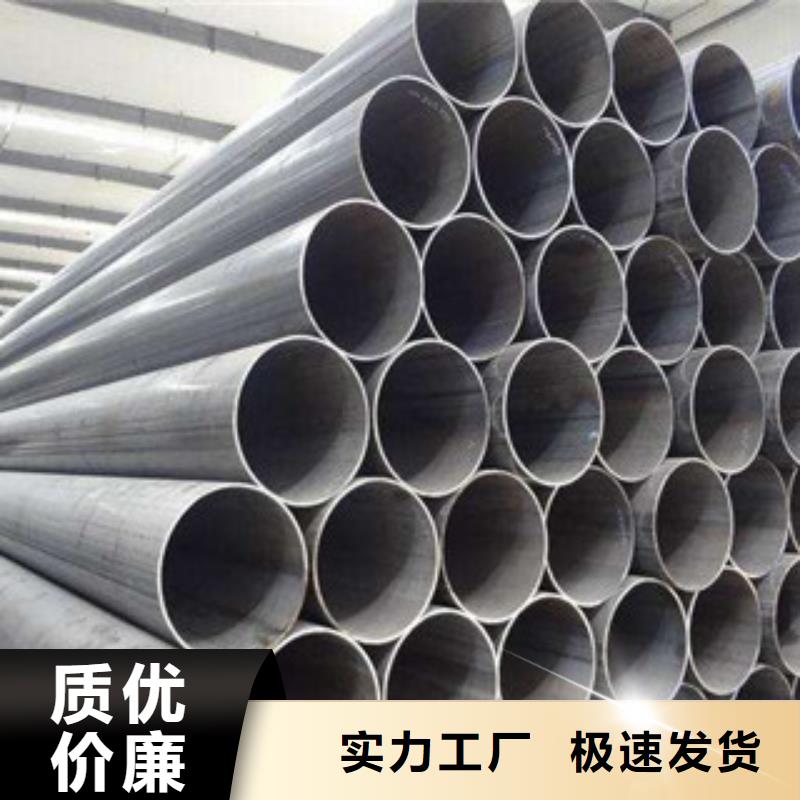
直缝高频电阻焊管(ElectricResistanceWelding,简称为ERW)与无缝钢管 的区别在于ERW有条焊缝,这也是ERW钢管质量的关键所在。现代化的ERW钢管生产工艺和设备,由于国际上,尤其是美国等多年的不懈努力,使得ERW钢管的无缝化已经有了比较满意的解决。有人把ERW钢管的无缝化分为几何无缝化和物理无缝化。几何无缝化就是ERW钢管的内外焊缝毛刺。由于内毛刺系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的已有了较好的处理。内毛刺可控制在-0.2mm~+0.5mm左右。物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1100℃以上,奥氏体晶粒急速长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。



直缝埋弧焊管以其性能优、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何降低焊缝余高,对控制焊缝质量,降低生产成本、焊管后期使用中的隐患等具有一定的现实意义。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。
