


【螺旋管】装饰管精品优选视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【螺旋管】装饰管精品优选的图文介绍
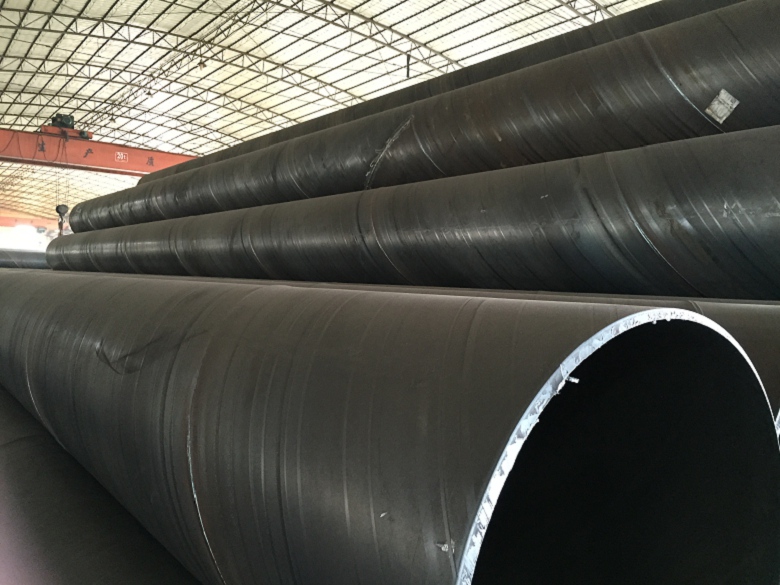
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,构成有开口空位的圆形管坯,调整揉捏辊的压下量,使焊缝空位控制在1~3mm,并使焊口两头齐平。螺旋钢管首要应用于自来水工程、河北唐山附近石化工业、河北唐山本地化学工业、河北唐山电力工业、河北唐山同城农业灌溉、河北唐山附近城市建设,是我国开发的二十个要点产品之一。
螺旋管厂的质量检测:依照螺旋钢管厂出产规范的规则,螺旋管厂的首要查验/操控项目包含:外形尺寸:钢管外径、河北唐山当地壁厚、河北唐山本地椭圆度、河北唐山同城弯曲度、河北唐山当地管端笔直度。长度外观质量:焊缝余高、河北唐山错边、河北唐山本地钢管外表、河北唐山当地分层、河北唐山搀杂、河北唐山本地焊缝缺点断定化学成分、河北唐山附近焊接接头、河北唐山同城拉伸实验、河北唐山静水压实验、河北唐山本地酸蚀查验、河北唐山无损查验等。而直缝焊管没有相应的出产规范。


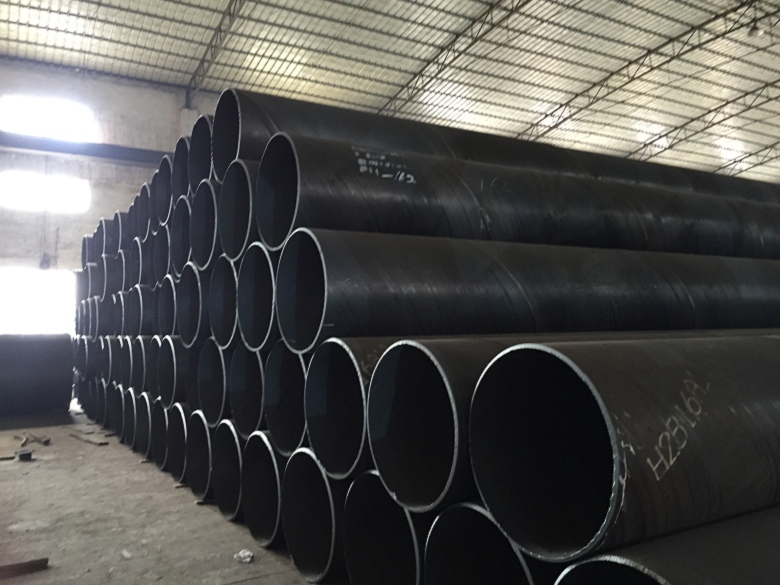
螺旋管是现在用的比较普遍的一种钢管材料。这种材料所具备的优势非常多。首先优势就是生产工艺相对比较简单。这就直接使得这种钢管产品能够在一定的条件之下进行迅速大批量的生产,从而可以满足市场上巨量的产品需求。这种产品本身拥有生产效率高的特点。所以在一定程度上可以使生产这种产品的成本得到降低,从而使得使用者不必要付出太高的代价就可以大量的购买和使用。这种钢管材料现在生产发展的速度非常的快,已经被化工行业、河北唐山附近冶炼行业、河北唐山本地建筑企业等诸多行业使用。



螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。



聚力群达金属材料有限公司发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短 河北唐山薄壁钢管研发周期,提高了技术的针对性,可靠性;依托地域优势,确保 河北唐山薄壁钢管加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。


螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。


