



我们的数控钢筋锯切套丝打磨生产线售后无忧视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:数控钢筋锯切套丝打磨生产线售后无忧的图文介绍
建贸机械 有限公司始建于2018年,厂家现位于浙江台州工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【浙江台州镦粗机生产厂家】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【浙江台州镦粗机生产厂家】企业。


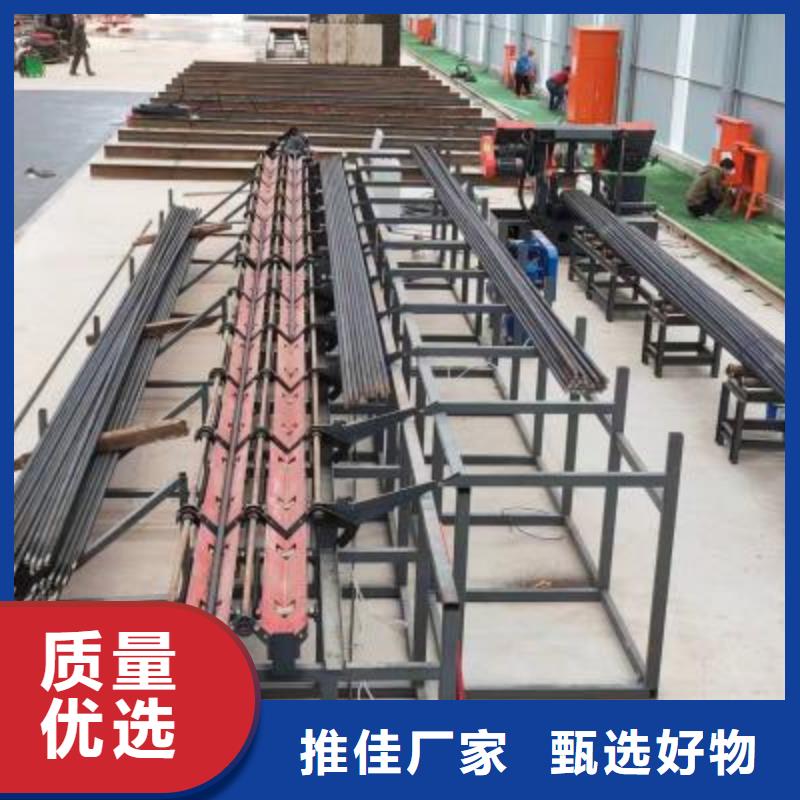
浙江台州钢筋锯切套丝打磨生产线厂家,生产的钢筋套丝打磨机具有以下优势:自动化程度高,大大降低劳动强度。全机配备横向上料装置,上料方便。自动套丝线与钢筋锯切设备连接,钢筋进入锯切设备,被裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。钢筋从原材料到两端套丝半成品,耗时少,智能翻料机构会在当前工位工序完成时自动进行翻料动作节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择作业,同时这两个部套可以拆分开作为独立设备使用。先进的伺服控制系统,锯切套丝精度高。



切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力



数控锯床的经济因素有哪些?
客户选择数控带锯床的经济因素,主要有以下几点。
1、数控锯床是未来行业发展的趋势,这类设备在锯切的时候更省时、更省力,只要把程序设置好就可以加工材料了,而且所加工的材料还能更加精准无误。那么这类设备的潜在客户们在购买设备的时候又会考虑什么因素呢。
2、使用成本低,通常一家加工商在采购的时候无非是考虑采购成本和使用成本这两个方面。采购成本无非就是指设备的价格,很多采购员在市场中寻找目标的时候,第1个考虑的就是价格。可如今的市场大的很,设备价格也是千差万别,不同的厂家可能会有多个令人大跌眼镜的报价。所以采购员在如今的采购中,不能再仅盯着价格不放,要先在互联网上多了解几个厂家,双金属带锯床代理商,综合比较他们的报价,设置一个合理的心理价位,这样一来,在采购中就不至于太茫然另外一个重要方面就是使用成本,像数控带锯床它的使用成本主要体现在工件的锯切成本上。



锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
