
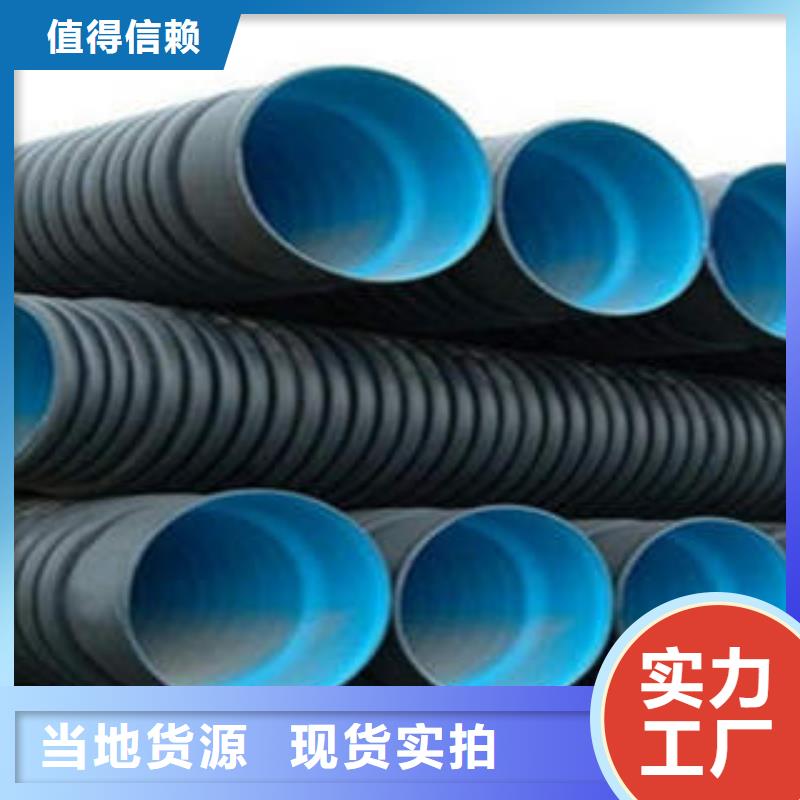

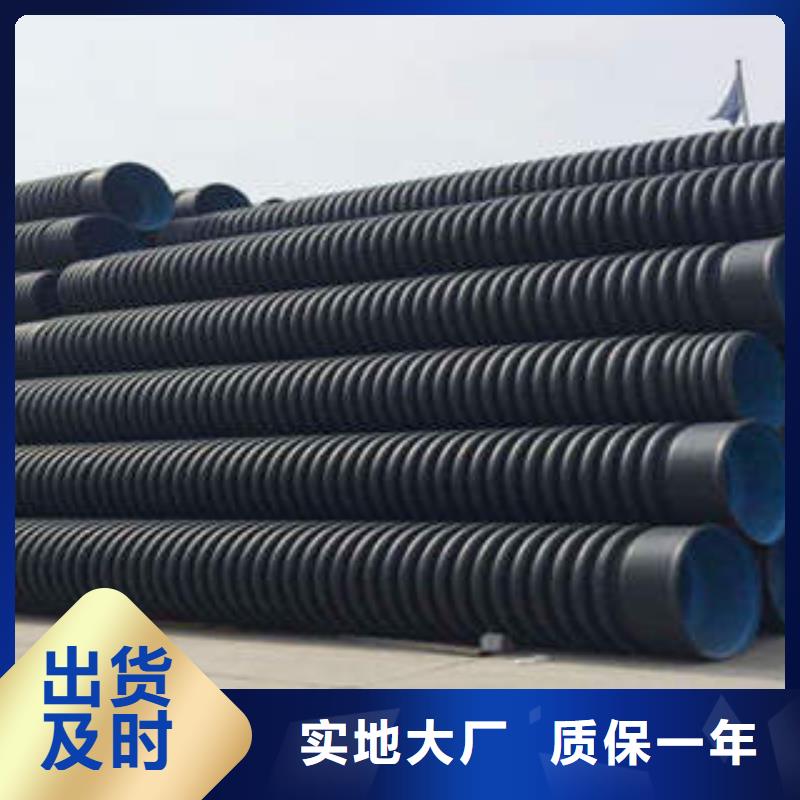

我们为您呈现的PE双壁波纹管CPVC电力管源头厂家供应产品视频,是为了让您更好地体验产品的各项功能和特点。请您抽空观看,一定会为您带来惊喜。
以下是:PE双壁波纹管CPVC电力管源头厂家供应的图文介绍

润星电力管材有限公司
出众的品质合理的价格让您买的舒心用着安心
OUTSTANDING QUALITY AND REASONABLE PRICE MAKE YOUR PURCHASE COMFORTABLE AND SAFE TO USE
台湾玻璃钢电力管的详细介绍
保质保量厂家货源

润星电力管材有限公司地处塑料管材产业园,是一家专业从事 台湾玻璃钢电力管销售、运输为一体的综合性现代化企业,提供 台湾玻璃钢电力管价格行情,公司主营产品 台湾玻璃钢电力管。欢迎新老客户咨询铝板价格,24小时免费咨询。




自有厂家多年台湾玻璃钢电力管经验质量值得信赖

品质源于细节
台湾玻璃钢电力管品质优良贴心服务用质量打造市场口碑

规格种类多样台湾玻璃钢电力管可根据需求定制



公司主要产品有PE管材;PE塑料桶;橡胶树防雨帽系列产品;电缆填充绳;PVC黑膜;吸塑包装盒;PP快速连接管件;PE热熔管件;塑料大桶;香精桶;食品级包装桶;防雨帽;。做高品质塑胶产品的和实践者,愿与君合作共赢,共创美好明天。公司是UPVC管材、UPVC管件、阀门、环保型pvc排水管、耐压pvc排水管、CPVC管材、PVC-M等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。PVC管排水管是以卫生级聚氯乙烯(PVC)树脂为主要原料,加入适量的稳定剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。




