




别再错过任何细节!花费一分钟观看不锈钢复合管护栏-护栏钢板立柱品质可靠产品视频,让您的购买决策更加明智。
以下是:不锈钢复合管护栏-护栏钢板立柱品质可靠的图文介绍


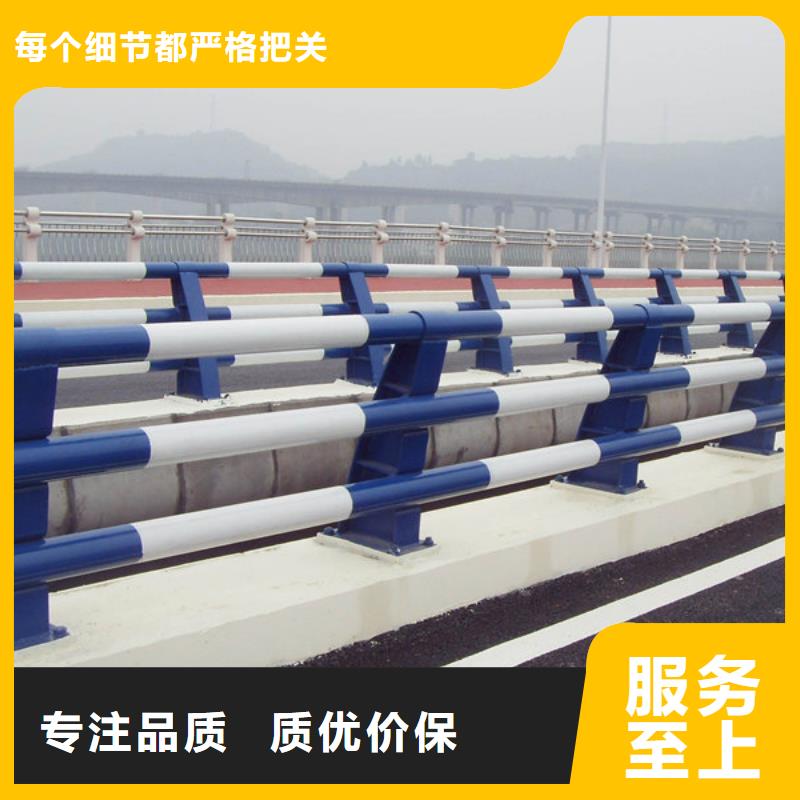
不锈钢复合管护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比如,楼梯护栏扶手部位即是我们所说的主管)。立柱也可以称之为立管,就是用来支撑主管的。 不锈钢复合管的主管壁厚按照 的标准是1.2mm,不锈钢复合管护栏在生活中经常见到,比如楼梯护栏、阳台护栏、桥梁护栏等等。不锈钢复合管护栏有许多优点,因此得到了大范围的普及。生活中经常见到的不锈钢复合管护栏有楼梯护栏,阳台护栏是不锈钢的也比较多;桥梁护栏大多数都还是水泥或者大理石的,不锈钢桥梁护栏还比较少。



润达不锈钢复合管生产制造厂家有限公司是一家专注从事 山东泰安防撞护栏的企业。主营: 山东泰安防撞护栏。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 山东泰安防撞护栏取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!


钢厂多次提价未得到市场认可,下游采购显谨慎。从山东省政府召开的新闻发布会上了解到,2018年全省将继续化解煤炭过剩产能465万吨、生铁过剩产能60万吨和粗钢过剩产能355万吨,把去产能作为加快产业结构调整、优化存量资源配置的首要任务,实现企业优胜劣汰、产业转型升级。1.不锈钢复合管栏杆网的强度更高,耐雨水冲刷,更不容易生锈。2.不锈钢复合管栏杆网具有更好的自洁能力,拿水管一冲就会立马洁净如新。3.它的造型更加美观,颜色也更加漂亮,更加适合场合使用。4.比其他种类安装更加简单,只需要一个螺丝刀就好。高速公路上安装防护网非常有必要,这是对交通以及人们负责任的表现。公路上经常出现行人穿行马路,而高速行驶的车辆避让不及导致悲剧发生,每年因车祸丧生的人数持续增长,这跟人们的交通意识有关,不过交通部门也应该负很大一部分责任,像那些人流较大的路口或者学校岔口一定要安装护栏网,防止行人随意乱穿行马路,减少车祸的发生。



不锈钢碳素钢复合管栏杆经过不同的地光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢在冷加工、热加加工、焊接等方面都具有良好的物理性能不锈钢桥梁构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能,保障了建筑物的使用。此外,不锈钢桥梁与太阳能光伏发电系统、太阳能真空管、真空集热板的结合应用,使不锈钢桥梁具有利用绿色、清洁、环保的太阳能造福人类,并且使用寿命长、维护成本低的功效,在减小甚至杜绝污染的同时,大大降低能耗,具有节能环保的功效规范,安装方便,
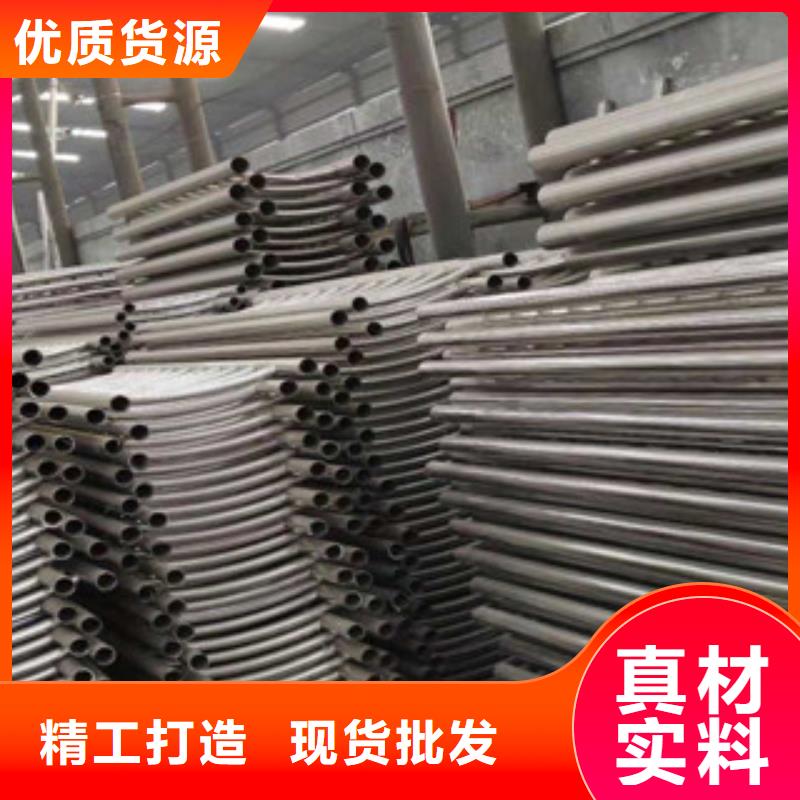
1、材料及主要机具:⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。⑶、现场供电应符合焊接用电要求。⑷、施工环境已能满足不锈钢碳素钢复合管栏杆施工的须要根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
1、材料及主要机具:⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。⑶、现场供电应符合焊接用电要求。⑷、施工环境已能满足不锈钢碳素钢复合管栏杆施工的须要根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。

