


想要更直观地了解型材拉弯锻打圆钢一站式采购方便省心产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:型材拉弯锻打圆钢一站式采购方便省心的图文介绍
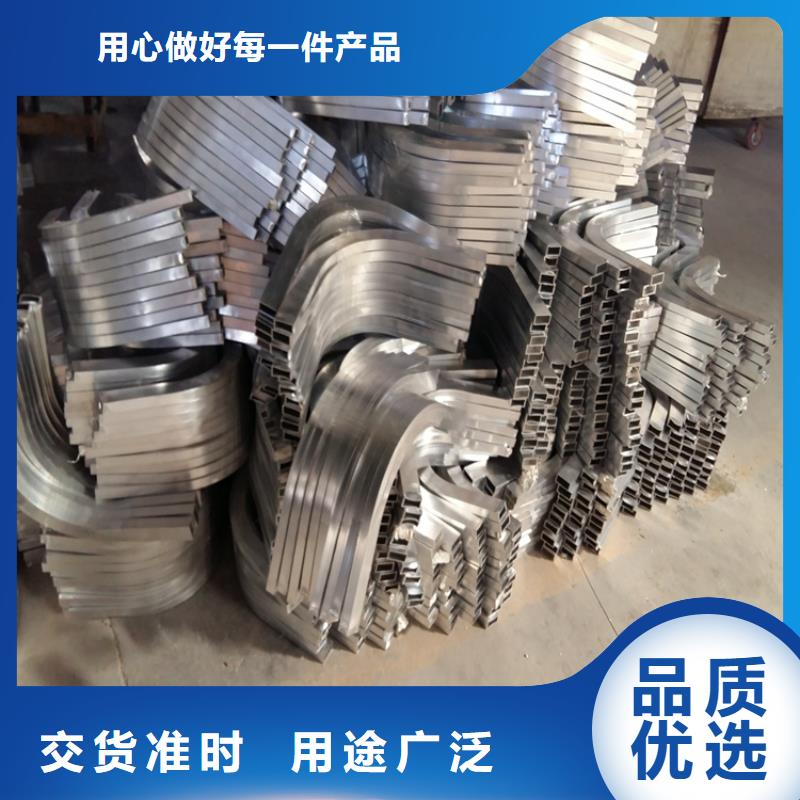
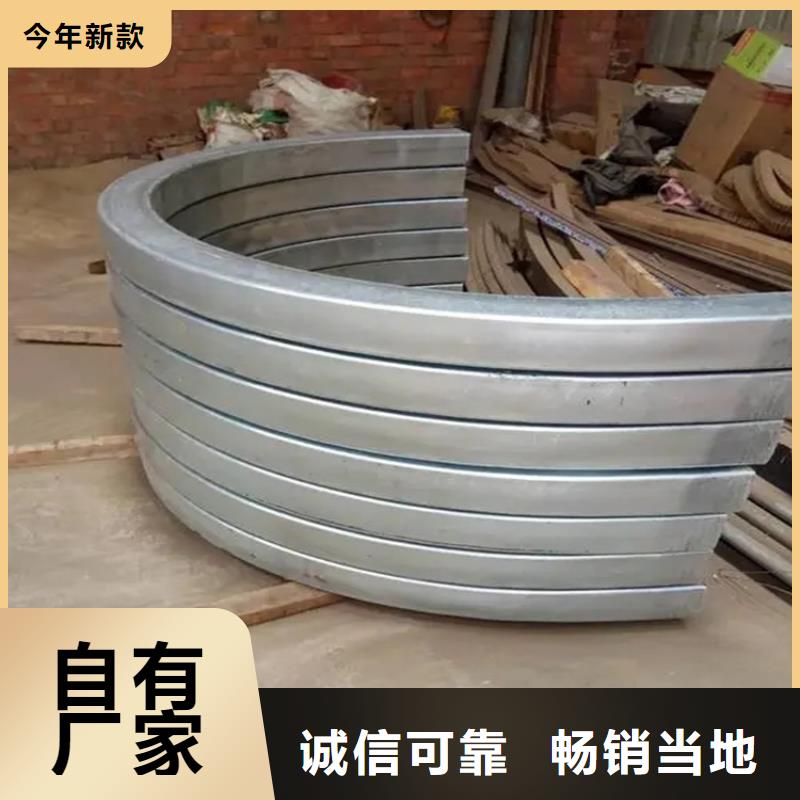
型材拉弯中弯管开裂的原因制作办法:当加热曲折的钢管时,当曲折的钢管逾越必定的变形温度和必定的变形水平常,在管外部会产生裂纹。在变形速度低,抗拉强度高的相似成形条件下,弯管加工设备在此条件下进行的全部曲折作业均会损坏。现在,有两种类型的弯管加工设备,一个是预热设备,另一个是弯管设备,前者设置在弯管设备中,后者设置在跋涉组织和压紧组织中,跋涉组织包括下部支撑体和上部支撑体。其次,在上侧设置弯管加工设备结构,上下弯管加工设备和相邻的两个弯管加工设备选用压紧组织,夹紧构件在凸轮的推进下曲折。这样,跋涉了产品的稳定性,也避免了回弹曲折的现象。运用了弯管设备,而且机床装备了低压油缸。上模的下方设有压力缸,在上模的下方设有与下模相匹配的面,模具设置不才模的内芯上方,芯尾和底座相连接,旋转版的结束一方面和弹性缸固定,另一方面和活塞杆相连,刮板设置在旋转板的旋转内侧。弯管加工设备大大跋涉了出产的功率,降低了劳动强度。弯管加工设备的曲折组织包括旋转部分和安装在旋转部分上的管件,旋转部分包括旋转结构,其间旋转结构设有驱动设备,弯管组件包括凸起和曲折管模,而且驱动组织组织在相应的夹紧部分中。这种技能方案具有结构简略,操作方面的效果。



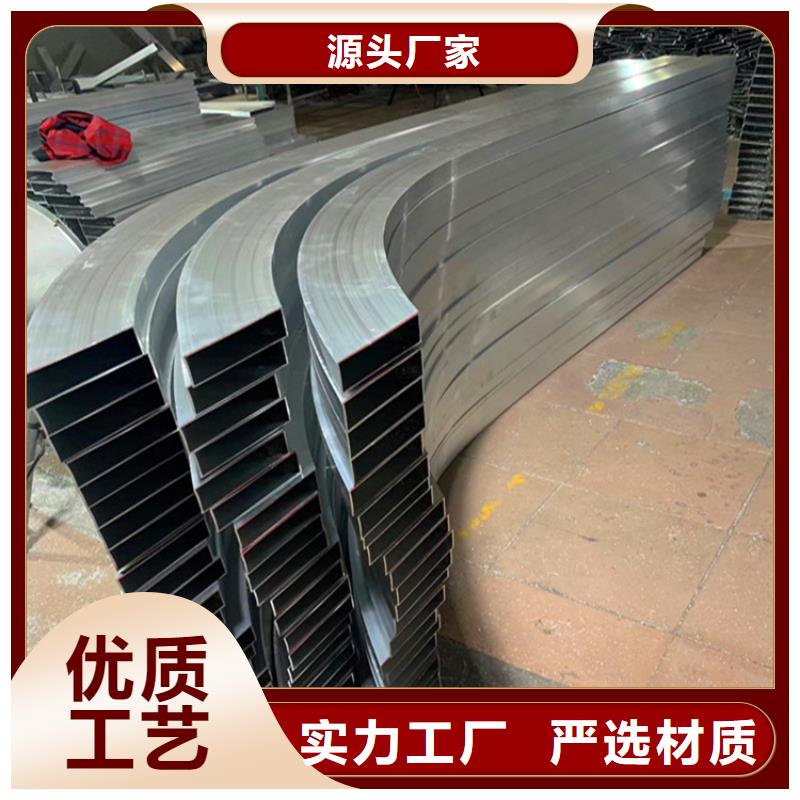
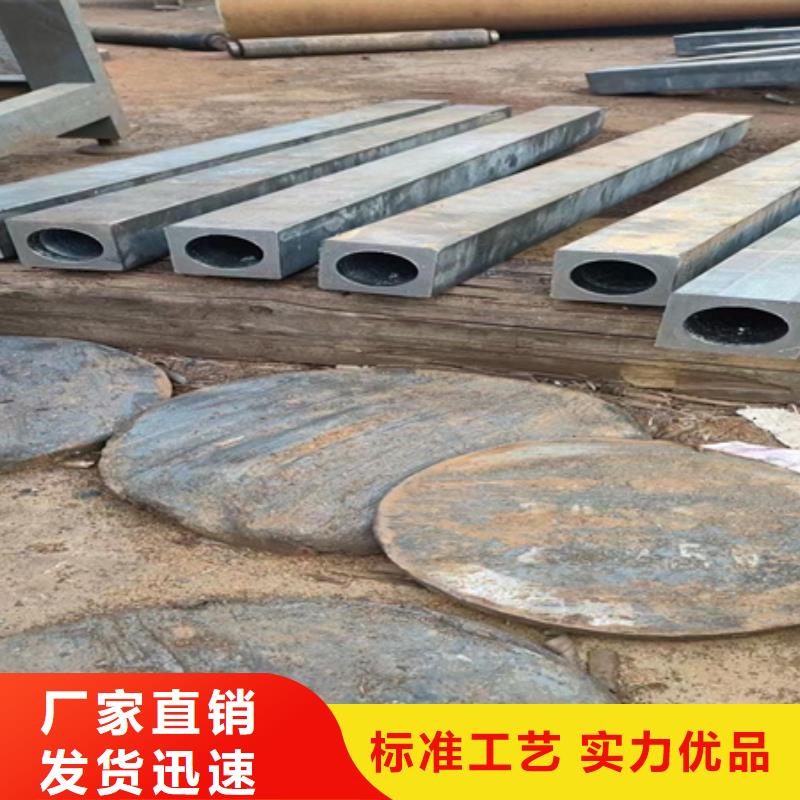
那么关于型材拉弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



诚实守信是宏钜天成钢管有限公司的核心价值观,是企业文化的基石,是我们的崇高品质,是我们建基立业之本。我们倡导的诚信观,诚信于公司、诚信于客户、诚信于员工、诚信于社会。如果您想了解更多有关 江苏苏州42crmo钢管切割产品,可点击在线咨询,也可拨打我们页面联系电话,我们真诚为您解答每一个疑问。


