


无缝钢管制作工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
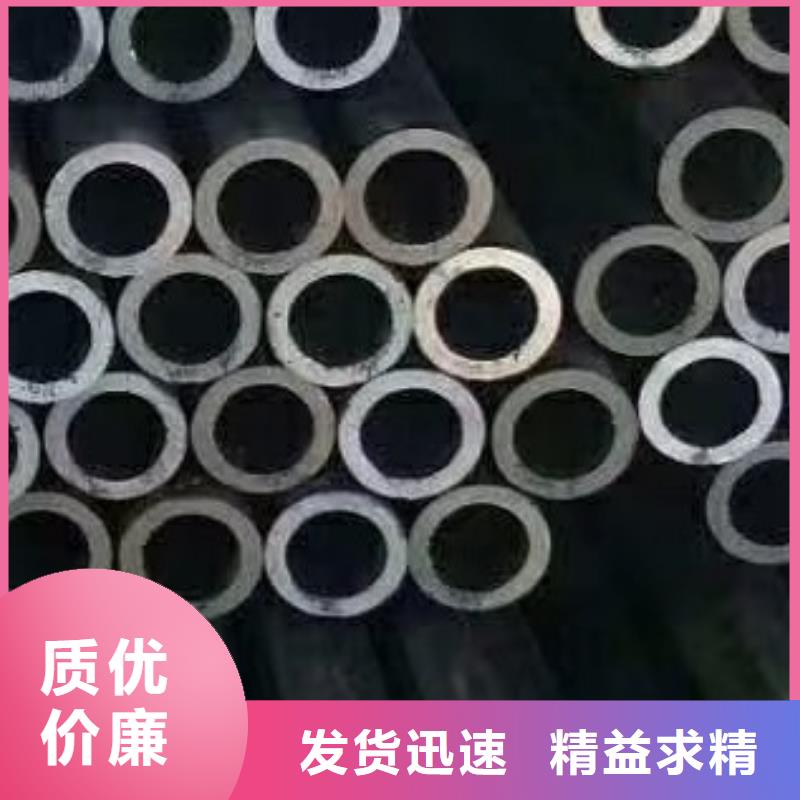
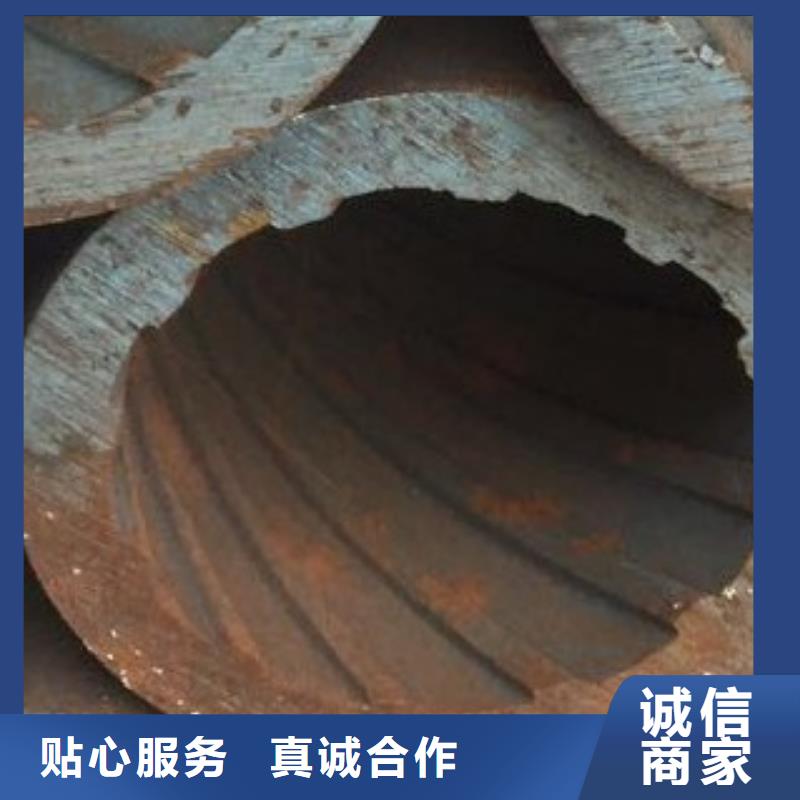
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



吹氧管是用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。吹氧管的两端都进行了特殊的垂处理,是使用时链接方便,有插接式的和丝扣型的吹氧管,这样的处理提高了吹氧管的使用效率,降低了工人的劳动强度,操作很方便。



经过年的稳健经营与拓展,现已成为集 湖北随州无缝方管设 计、开发、制造与销售为一体的实业型企业。 友丰商贸有限公司主要经营 湖北随州无缝方管,以好的质量,齐全的 湖北随州无缝方管产品,的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供的服务,愿与每位客户携手共进,共创美好未来!


Q345精密无缝钢管的制造工艺
1.热轧(挤压Q345精密无缝钢管):
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
2.冷拔(轧)Q345精密无缝钢管:
圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库力学性能钢材力学性能是钢材使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。


