




我们的现场实拍视频将带您走进桩基声测管询问报价产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:桩基声测管询问报价的图文介绍


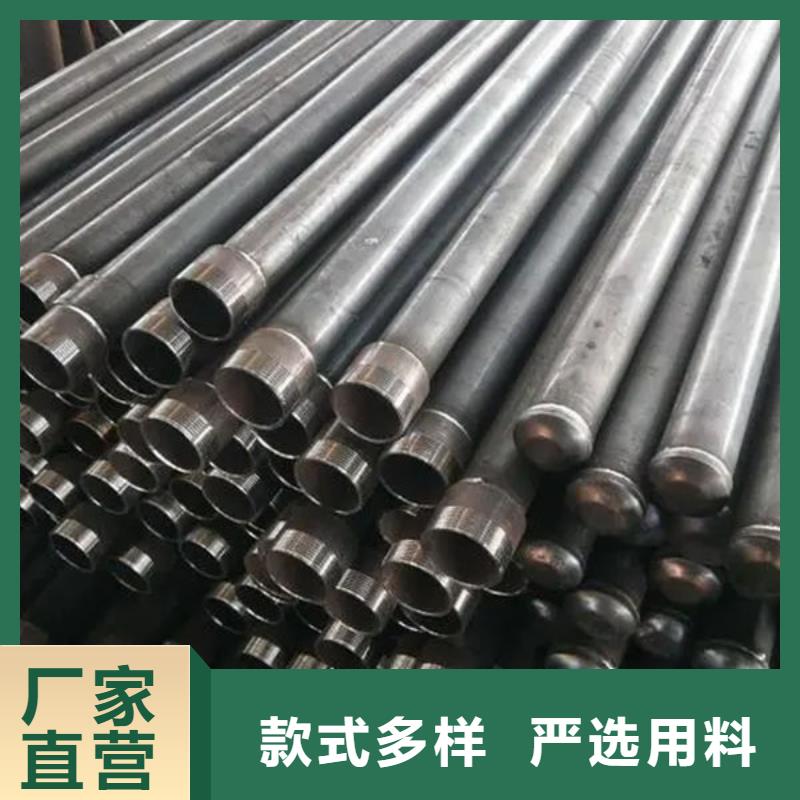
四川遂宁焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。



建厂以来,宝益德钢管有限公司十分重视人才培养与科技进步,先后与六家大专院校和科研机构建立了长期技术合作关系,旨在不断提高 四川遂宁声测管产品科技含量,增强企业发展后劲。我们十分重视 四川遂宁声测管产品的升级换代和新产品开发。面对激烈的市场竞争,企业始终坚持“质量保证、用户至上”的宗旨,确保以高质量的 四川遂宁声测管产品、周到的服务、及时的交货、合理的价格赢得用户的信赖。


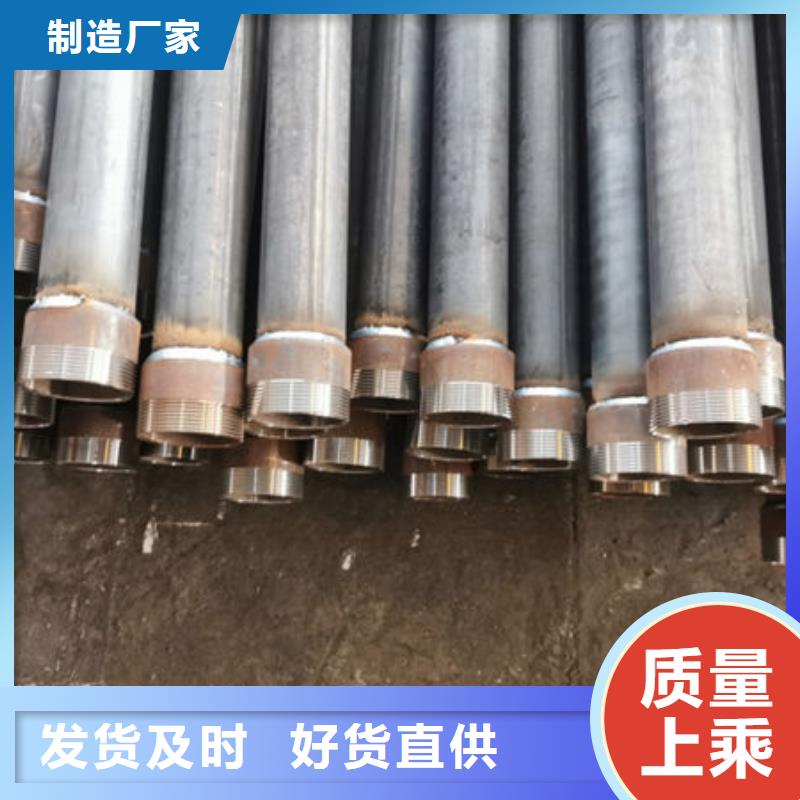
因四川遂宁声测管的焊接技术要求很高,需有专业的焊接人员。为保证桩基混凝土的质量,在桩基灌注过程中均有时间限定,采用焊接的检测管在钢筋笼对接过程中,还得焊接检测管,给钻孔灌注增加了施工风险。而我公司生产的声测管在安装过程中只需上管插入下管,然后用简单的工具稍加紧固可。无须焊接,无须电力,无需任何技术,大大节约了施工时间,避免了过长时间的安装给施工带来的风险,大幅提高了工作效率。 桩基在混凝土灌柱时对声测管的密封性、抗渗性、抗拉性、抗扭矩、抗压等方面的要求特别严格,生产及安装中稍有不慎将造成堵管、渗漏或管变形,桩基检测将无法完成。现场焊接无法检测管壁、接口及管底的封头密封性,因此抗渗漏性能很难保证。而我公司生产的声测管从原料采购就由专人严把质量关,生产前后经过多次检测,产品成型后再需经三道检测工序即初检、气检、水检。确保产品合格率为100%,从而保证了桩基质检要求。



在较深的桥梁码头高层建筑钻孔灌注桩施工中,对于灌柱桩基检测要求采用声波透射法检测桩基质量,按照设计要求应该预埋检测管(声测管)。桩径0.8m以下的需埋设两根检测管,两根检测管必须固定在钢筋笼内同一直线上。桩径0.8m-2.0m的需埋设三根检测管,三根检测管必须呈等腰三角形固定在钢筋笼内。2.0m以上的需埋设四根检测管,四根检测管必须呈正方形固定在钢筋笼内。常规要求采用外径50-60mm的钢管,壁厚3.5mm左右,施工中采取现场焊接法。这种方法在施工中所需成本高,操作复杂,给现场施工带来极大不便,施工成本只占普通焊管成本1/3左右。大大提高了工作效率,降低了施工成本。四川遂宁声测管


四川遂宁注浆管安装关键施工工艺流程:台模加工、安装一注浆管加工一弹簧钢筋骨架、网片绑扎一注浆管及安装预埋预留一侧模安装一工序验收一混凝土浇筑一混凝土养万方数据厚为确保台模的整度,钢板接缝焊缝应均匀。 1.每块台模就位时将蒸汽探头等敷设在台摸底部,安装就位后调整靠模。根据实际需求安装1200m两侧成型好的钢筋应进行升类摆放井做好标识。 2.注浆连接钢筋a径小于等于16时,连接钢筋a径大于16。 3.根据构件,将弹簧骨架注浆管切割下料。切割面必颁平繁、无毛刺。其平段长度必须≥连接钢筋措接、注浆管弯曲过程中不褂小现注浆管内径压辅、裂隙等现象注紫m与fl装忤成45-56.



