以下是:法兰毛坯【异性件厂家】免费寄样的产品参数
| 产品参数 |
|---|
| 产品价格 | 54 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
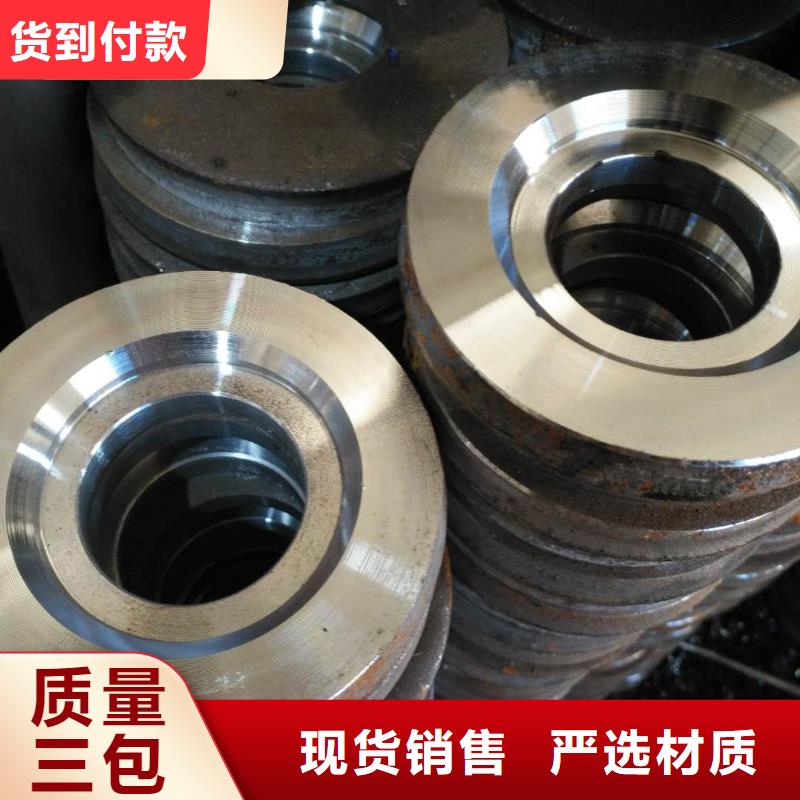
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
|---|
| 产地 | 聊城 |
|---|
| 规格 | 齐全 |
|---|
| 颜色 | 黑色金属 |
|---|
以下是:法兰毛坯【异性件厂家】免费寄样的图文视频
法兰毛坯【异性件厂家】免费寄样,搏远金属制品有限公司为您提供法兰毛坯【异性件厂家】免费寄样的资讯,联系人:季先生,电话:18563543833、18563543833,QQ:364354310,发货地:聊城山东省聊城经济技术开发区蒋官屯办事处季海工业园发货到四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市。 四川省 四川省,简称“川”或“蜀”,是中华人民共和国省级行政区、中国道教发源地、古蜀文明发祥地、全世界早的纸币“交子”出现地。位于中国西南地区内陆,地处长江上游,素有“天府之国”的美誉。省会成都。四川盐业文化,酒文化源远流长;三国文化,红军文化,巴人文化精彩纷呈。介于北纬26°03′~34°19′,东经97°21′~108°12′之间,与重庆、贵州、云南、西藏、青海、甘肃和陕西等7省(自治区、直辖市)接壤。四川省总面积48.6万平方千米,辖21个地级行政区,其中18个地级市、3个自治州。共55个市辖区、19个县级市,105个县,4个自治县,合计183个县级区划。街道459个、镇2016个、乡626个,合计3101个乡级区划。2022年末,四川省常住人口8374万人,常住人口城镇化率58.35%。
我们为您呈现的法兰毛坯【异性件厂家】免费寄样产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:法兰毛坯【异性件厂家】免费寄样的图文介绍
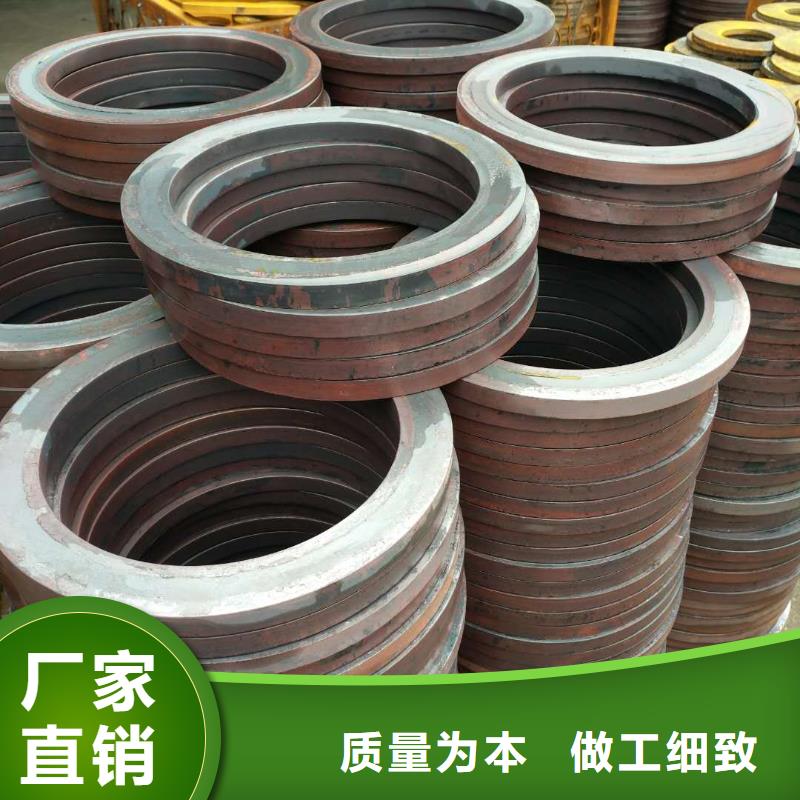
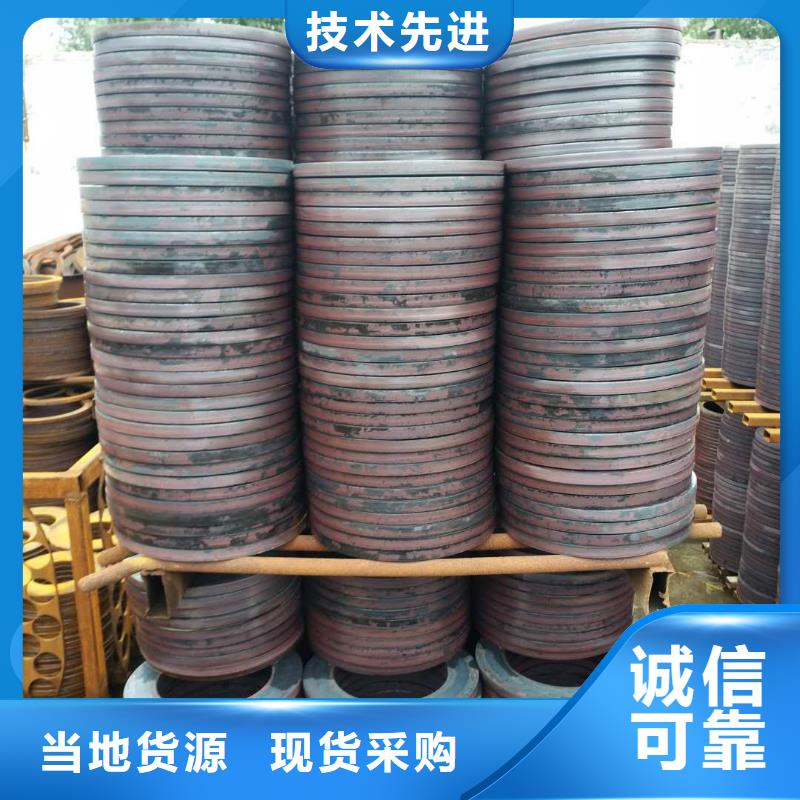
四川异性件厂家
搏远金属制品有限公司
靠谱商家 品质保障 售后无忧
四川异性件厂家的详细介绍
诚信放心 专业品质

搏远金属制品有限公司致力于高质量的,高品质,高标准 四川异性件厂家产品的生产,规格多样,质量可靠。公司深信,诚信是公司经营的宗旨;信誉是公司寻求合作的准则;科技进步是公司发展的动力;高品质是 四川异性件厂家产品投入市场的切入点。明确方向,完善自我,使企业持续发展,是本公司的长远战略。在全国各地设立了办事处、及各级代理商,竭诚欢迎各界人士莅临指导,携手合作。



法兰毛坯【异性件厂家】免费寄样_搏远金属制品有限公司,固定电话:18563543833,移动电话:18563543833,联系人:季先生,QQ:364354310,山东省聊城经济技术开发区蒋官屯办事处季海工业园 发货到 四川省。