

我们精心制作的焊管异型钢管源头厂家来图定制产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:焊管异型钢管源头厂家来图定制的图文介绍

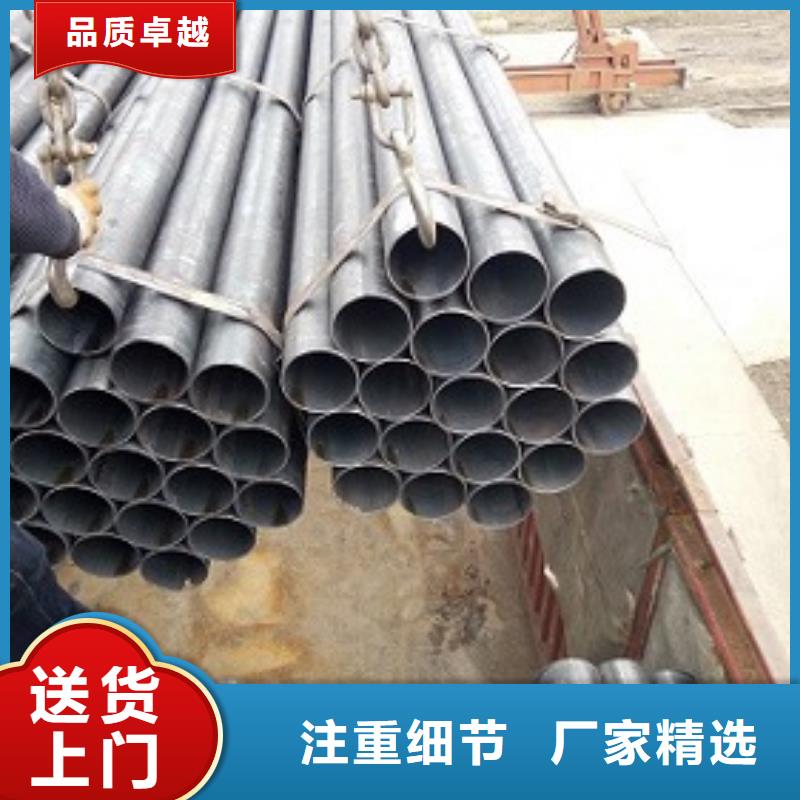
也叫焊管,它是由钢带切割成窄钢条,然后用模具冷加工裹成管状。然后专用焊机接着将一条管缝焊接。外焊缝打磨光亮。一般的焊管的内毛刺不打的。只有精密焊管才打内毛刺。
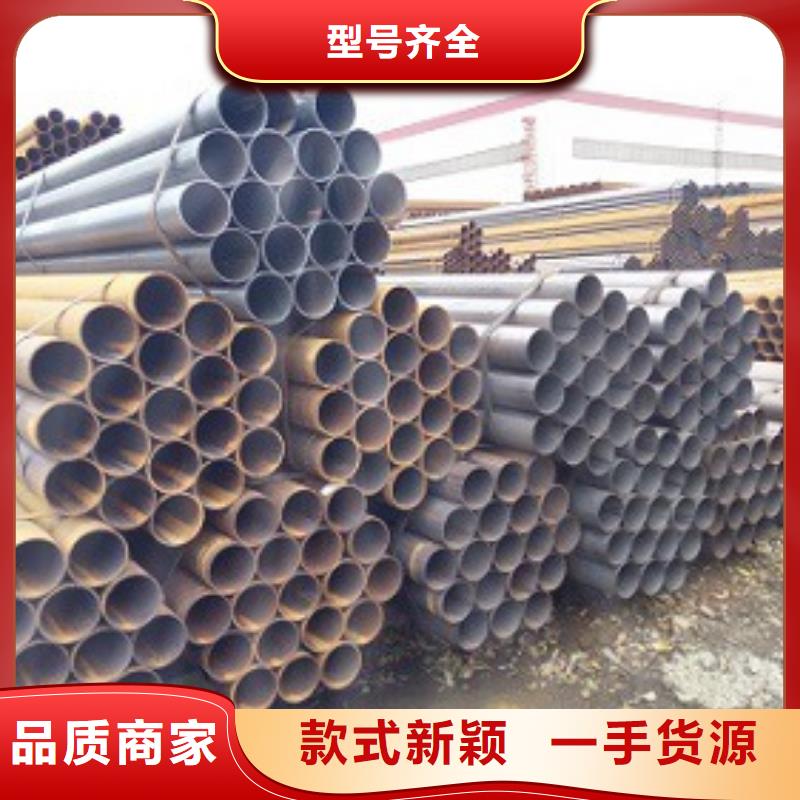
防腐蚀分:焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械、制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
本公司坚持“诚为本、誉至上、科技兴厂、质量立业、追求卓越、致力发展、服务顾客、回报社会”的原则,建设以管理为基础,以顾客为中心,以科技为先导,以改进为动力的质量、誉型企业。公司设有完整的质量把关系统和客户服务系统,合格率达,努力达到客户满意。
众顺钢材有限公司主要销售直缝管,直缝钢管,直缝焊管,大口径直缝焊管,Q235B直缝焊管,直缝焊接钢管,Q345B直缝钢管。公司先后自动焊以及高端质量的德国JCOE大口径厚壁直缝钢管技术,专业销售直缝钢管线多条,具有科技含量高,销售范围广。
防腐蚀分:焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械、制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
本公司坚持“诚为本、誉至上、科技兴厂、质量立业、追求卓越、致力发展、服务顾客、回报社会”的原则,建设以管理为基础,以顾客为中心,以科技为先导,以改进为动力的质量、誉型企业。公司设有完整的质量把关系统和客户服务系统,合格率达,努力达到客户满意。
众顺钢材有限公司主要销售直缝管,直缝钢管,直缝焊管,大口径直缝焊管,Q235B直缝焊管,直缝焊接钢管,Q345B直缝钢管。公司先后自动焊以及高端质量的德国JCOE大口径厚壁直缝钢管技术,专业销售直缝钢管线多条,具有科技含量高,销售范围广。


亿铭泰 有限公司结合 山西朔州无缝钢管产品的特点,确立了立足山西朔州,辐射全国的营销策略,几年来公司凭借优良的品质,稳定的性能,合理的价格,完善的服务,诚信的行为,铸就了自己的品牌, 山西朔州无缝钢管产品畅销全国20个省市自治区,并在全国各主要城市设有区域销售部,形成了健全的营销网络。秉承、理性、持续发展的战略思想,坚持求实进取,团结奉献的创业精神。



现阶段采用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉。针对这种情况,笔者在总结不锈钢前处理成功经验的基础上,采用两步酸洗综合处理技术,研究成功了不锈钢常温快速酸洗工艺。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。
工艺不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油) →热水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品)
步
酸洗工艺
步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:
盐酸300 mL/L
磷酸60 mL/L
双氧水120 mL/L
稳定剂80 mL/L
表面活性剂2 mL/L
θ室温
t 1~2 min第二步酸洗工艺 步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范:


大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;


