




为了让您更地了解我们的珩磨管研磨管实力厂商产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:珩磨管研磨管实力厂商的图文介绍

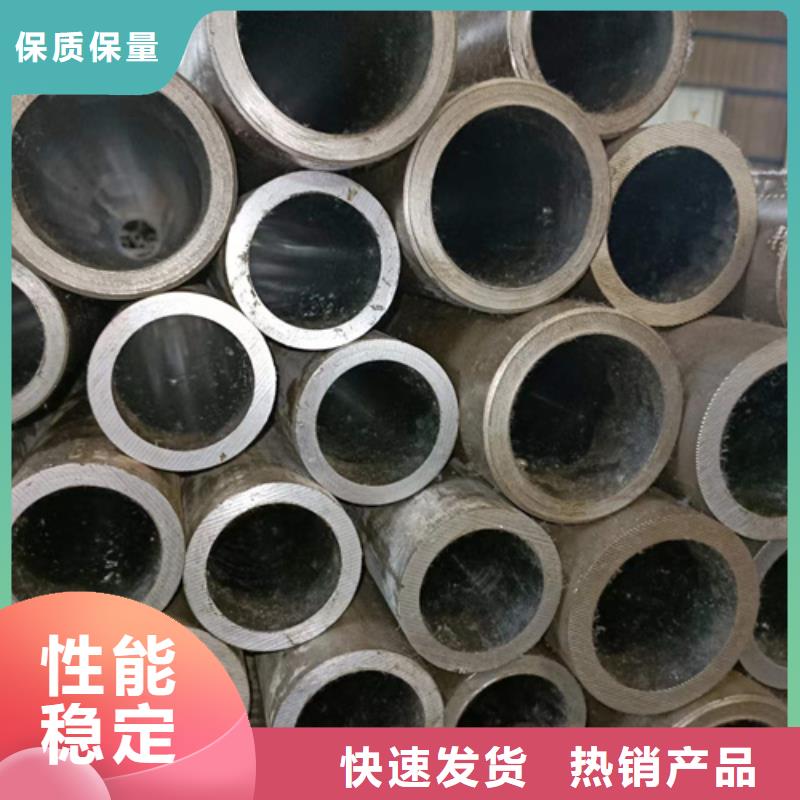
珩磨管的布置要求珩磨管有别于普通的管材,因此不管是它的加工方式,还是管路布置,都有非常特殊的要求。围绕着这两方面的内容进行详细的描述,以便于使珩磨管的功效得到充分的发挥。珩磨管实质上是一种经过特殊处理的高精密无缝钢管,其良好的性能使得它在各个领域中都有不错的使用效果。珩磨管在布置的时候,不管是排列还是走向都应该整齐一致,而且应层次分明。尽量采用水平或垂直的方式进行布置,而且在平行度和垂直度等方面也有严格的规定。珩磨管的切割也比较降低,如果直径是大于50mm的话, 是采用机械加工方法切割,确保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。


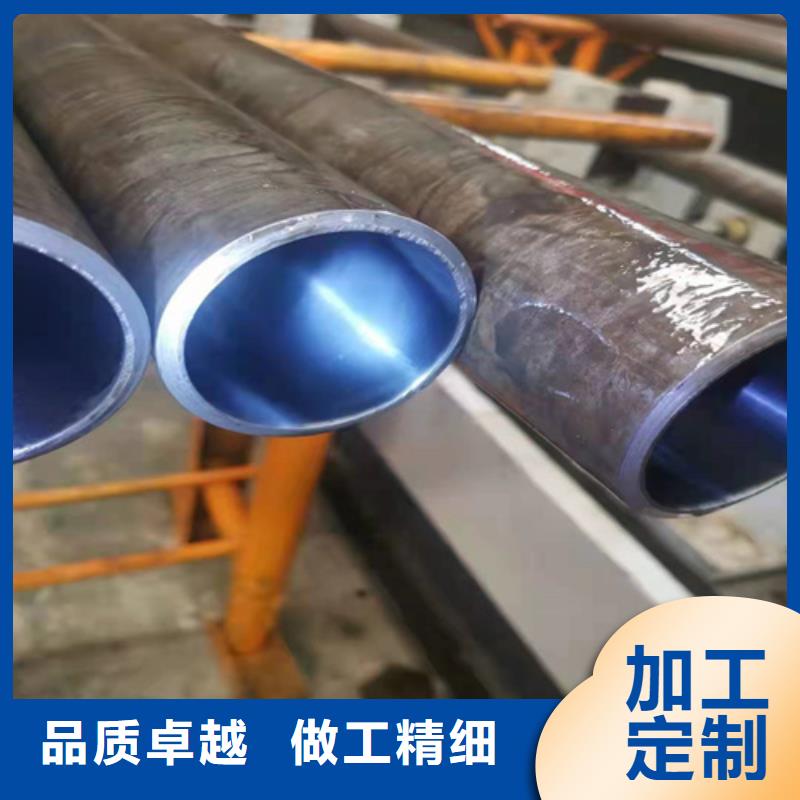
加工精度高,主要是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。了解一下珩磨管的滚压要求及拆卸顺序在拆卸液压油缸之前,应使得液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。拆卸珩磨管时要按顺序进行。由于不同液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用工具,禁止使用扁铲,对于法兰式端盖要用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆很难抽出时,不可强行打出,应先查明原因再进行拆卸。



九冶管业有限公司先后引进了美国、德国、日本、澳大利亚等的先进技术和工艺,建立了先进的 广东韶关油缸管生产线和现代化检测厂地,并成立了 广东韶关油缸管研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 广东韶关油缸管生产和出口厂地。

了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。

