

联系我们

不锈钢复合管-【中央分隔栏】N年专注
更新时间:2024-12-27 17:20:16 浏览次数:13 公司名称:聊城 众英金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 16000 |
| 运费说明 | 面议 |
| 最小起订 | 10米 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢,碳钢 |
| 产品品牌 | 众英 |
| 产品规格 | 米 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 图纸 |
| 产品颜色 | 定制 |
| 适用领域 | 桥梁,道路 |
| 产地 | 山东 |
| 品牌 | 众英 |
| 材质 | 不锈钢和Q235 Q345B |
| 是否全新 | 是 |






不锈钢复合管栏杆特点
1. 网格结构简练、美观实用。
2. 便于运输,安装不受地形起伏限制。
3. 特别是对于山地、坡地、多弯地带适应性。
4. 价格中等偏低,适合大面积采用。不锈钢碳素钢复合管护栏质量控制
1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。
5、同一跨内的单侧护栏应一次性浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。



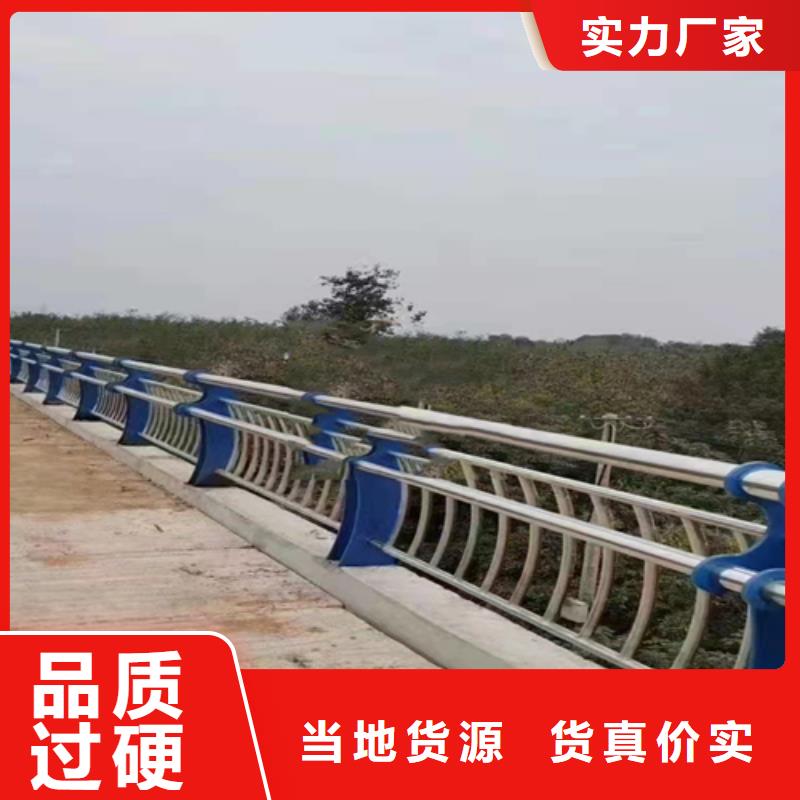
不锈钢复合管性能特点
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合 节能及普及的原则。不锈钢复合管于2002年 标准GB/T18704-2002正式颁布,不锈钢复合管由技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等。



众英金属科技有限公司是一家专业化从事 广东韶关防撞立柱产品生产的企业,公司坐落于广东韶关地理位置优越。常年以规格齐全、价格优惠、交通方便、24小时发货为经营方针;以信守合同、客户至上为宗旨,广开渠道向客户提供良好的服务,使您能得到满意 广东韶关防撞立柱。


不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。那么不锈钢复合管有哪两种焊接措施呢:
首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。
其次是既保证复合层对齐又减少焊接缺陷,是用坡口机制备坡口,并将内径扩张为等径,坡口两边各剥出1—2毫米复合层,直观地使复合层对齐,用氩弧焊打底,但焊肉不得超过复合层厚度。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。
双金属不锈钢复合管的优势与其它防腐措施相比有如下独特的优势:
、能较好实现旧油管的修复再用,因为该工艺对内壁要求不严,尤其是对于那些被腐蚀成麻抗的钢管内壁,衬层在高压撑胀力的作用下会紧紧贴附于麻抗底部,也就是说对于凹凸不平的钢管内表面防腐,是该工 艺的强项,其它工艺则无法实现。
第二、该管具有很好的整体性,不会出现龟裂、撬皮等现象,可轻易实现内衬层厚度均匀;自身强度高、韧性好,康振颤、抗弯曲、不易划伤,利于搬运及在恶劣条件下的作业等有利条件。
第三、对基管的前期处理要求不严,不需要严格清洗,因为它是机械复合,只要两接触面没有多余杂质即可,因此能降低制造成本;
第四、连接方便,可实现任意连接工艺,尤其是焊接,这是任何一种防腐措 施所无法比拟的;抗高温,该管可在700℃以下的环境中长期工作不变形,这也是其它防腐措施所不及的优势。
因此对于腐蚀严重的钢管,经修复加衬后仍可作为新管使用,这样以来减少了新管的投入,变废为宝,大大降低了生产成本。不锈钢复合管独特的优势决定了它的应用范围广。



1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。
