




为了让您更地了解我们的珩磨管【研磨管】欢迎新老客户垂询产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:珩磨管【研磨管】欢迎新老客户垂询的图文介绍

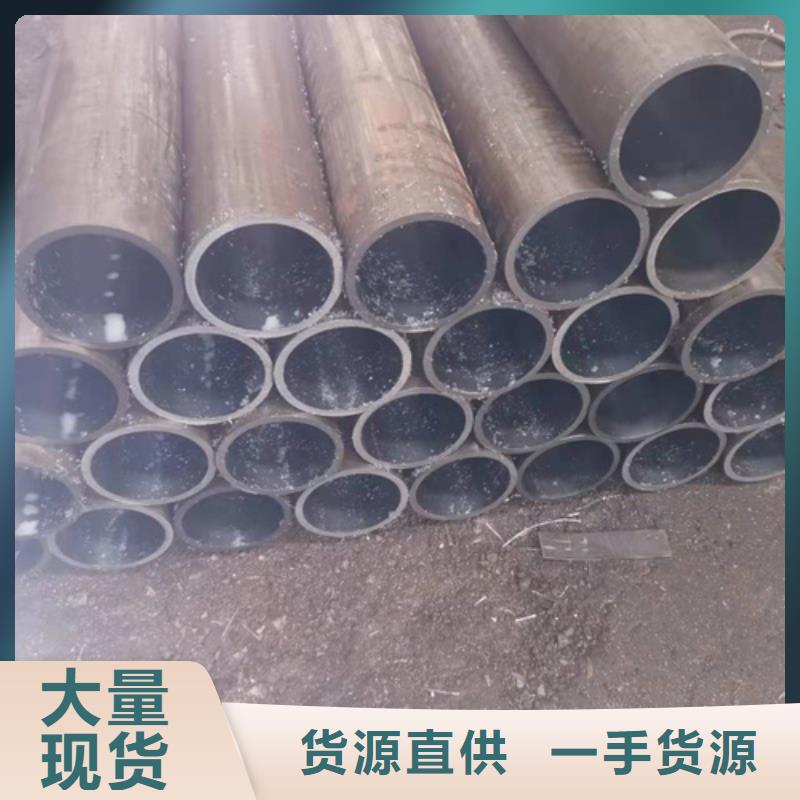
1.珩磨管种类珩磨机,一般可以分为立式和卧式这两种。2.珩磨管结构珩磨机的主轴,其工作行程是比较短的珩磨管是油缸吗,因此合适用在珩磨缸体、箱体孔等上面。珩磨头,则是由主轴来带动进行旋转。与此同时,它会在液压装置的驱动下,进行垂直往复进给运动。一般来讲,珩磨机大多数是半自动的,会有自动测量装置,以便更好进行测量操作。3.珩磨管操作(1)检查珩磨机的润滑部位,特别是变速箱高精度珩磨管,是否润滑到位。如果没有润滑的话,那么应及时进行润滑,以免影响到机器的正常运行。(2)冷却液是否清洁干净,是否有杂质,以及量是否充足。对冷却液来讲,也要定期进行清理或者更换,以免受到污染。(3)机器开动后,要先空运转一段时间,以便能够排出液压管路中的空气。(4)对机器的各个部分,要进行检查,能否正常工作。(5)液压油的油温,**不能超过60摄氏度,否则应采取降温措施进行降温。如果不行的话,那么应停止工作。


珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。



本公司坐落于开发区丁快工业园,九冶管业有限公司(山南分公司)是一家生产 油缸管的专业厂家,公司具有雄厚的技术力量,先进的检测设备,不断优化企业管理,以市场需求为导向,科技进步为动力,积j i吸取同行业的先进经验,广泛征求用户意见,取得用户的亲睐和质检部门认可。 希望各行各业的朋友、领导光临指导,本公司将为广大客户提供更完美优质的服务。
公司秉承以质量求生存,以服务谋发展的宗旨和诚信、务实、创新、奋进的理念欢迎广大新老客户前来技术交流与合作。

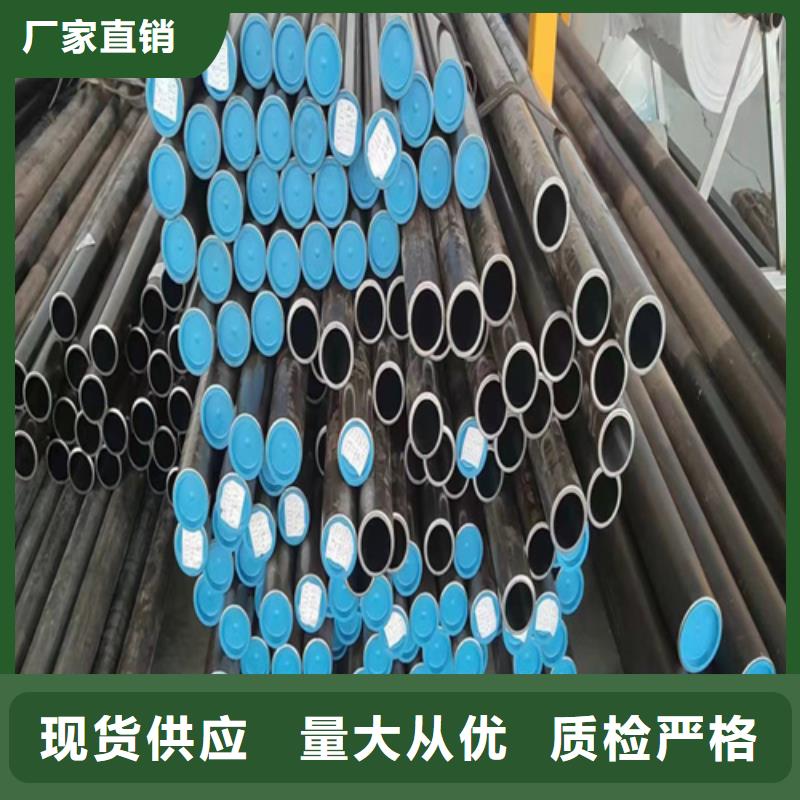
厚壁绗磨管加工内孔一般采用镗削、珩磨管铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.

