



精心打磨的产品视频已准备就绪,它将带您深入激光切割机,大功率激光切割机性能稳定的魅力世界,让您重新发现产品的无限可能。
以下是:激光切割机,大功率激光切割机性能稳定的图文介绍


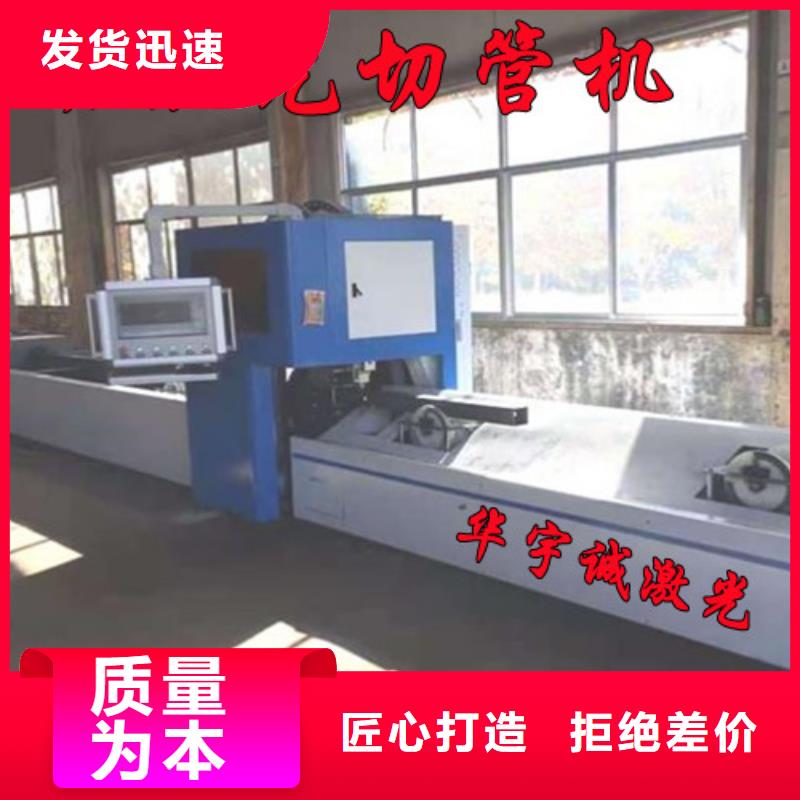
今天我们来看看有关激光切割机的操作方法,他的具体操作流程如下:1.遵守一般切割机稳妥操作规程。严格按照激光启动程序启动激光。女士2.操作人员须经过培训,熟悉设备结构和性能,掌握操作系统的相关知识。3.在激光束附近,按规定穿戴劳动防护用品,按规定佩戴防护眼镜。4.在没有弄清楚激光切割机材料是否能被激光照射或加热之前,不要加工材料,以免产生烟雾和蒸汽的潜在危险。5.设备启动时,操作人员不得擅自离岗或要求客户继续负责。如果确实需要离开,操作员应停止机器或切断电源开关。6.把灭火器放在指尖;不加工时关闭激光器或快门;请勿将纸、布或其他易燃材料放在未受保护的激光束附近。7.处理过程中发现异常,应立即停车,及时排除故障或向主管人员汇报。8.保持激光切割机激光器、床及周围清洁、有序、无油污,并按要求堆放工件、板材和废料。9.使用气瓶时,应避免挤压焊丝,以免发生泄漏事故。气瓶的使用和运输应当符合气瓶监测规定。气瓶禁止暴露在阳光下或靠近热源。打开瓶阀时,操作者须站在瓶口一侧。10.维护期间请遵守高压规定。每40小时运行或每周维护,每1000小时运行或每6个月维护应按照规定和程序进行。11.激光切割机启动后,应在x和y方向低速手动启动机床,检查应确认是否有任何异常情况。以上就是有关激光切割机的操作方法的内容了,如果您还有其他问题想了解,请继续关注我们。



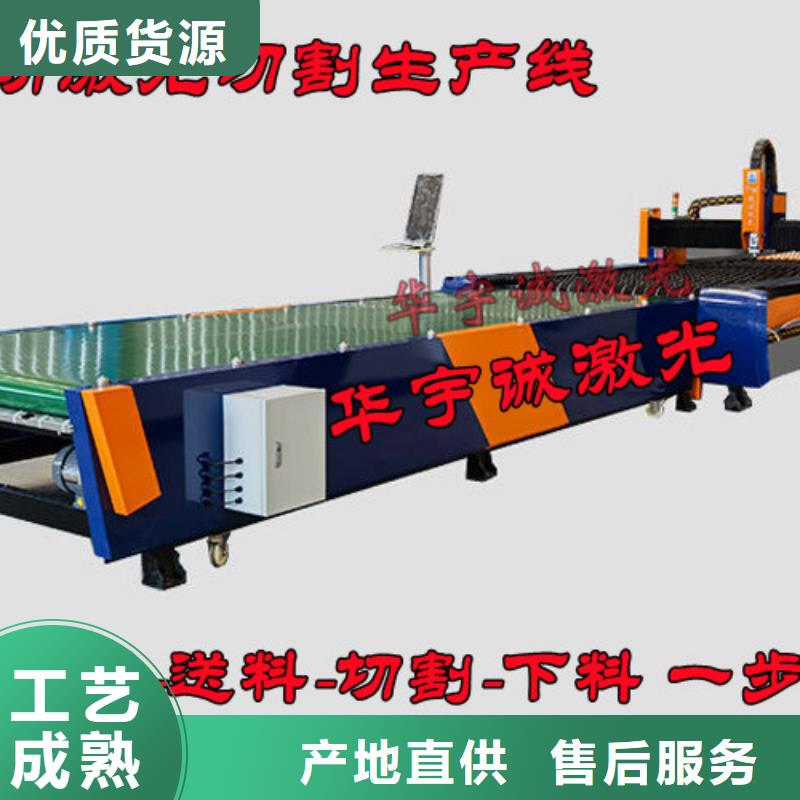
江西上饶光纤激光切割机床产品质量是企业生存的根本,专业化、标准化、规模化是我们发展的目标,华宇诚数控科技有限公司以客户满意为中心,通过质量、服务建立顾客系统,长期以来我们秉承质量是生命的原则,以诚实、信誉为经营理念,以良好的口碑求市场,以严格的质量求发展。我们将本着以客为尊,以质为本的精神,重质量、守信誉,竭诚欢迎国内外客户来人来电洽谈业务,共谋发展,携手合作,共创美好明天!


激光切割的优点之一就是光束的能量密度高,所以焦点光斑直径会尽可能的小,以便产生极微小的切缝。因为聚焦透镜的焦深越小,焦点光斑的直径就越小。对于高质量、高精度的切割,有效焦深还与透镜直径和被切材料有关,因此控制焦点和被切材料表面的位置是十分重要的。那么,什么叫焦点控制呢?熟悉高速激光切割机床的用户都知道,高速激光切在不同材料厚度板材切割时,为呈现完美切割效果,激光束的焦点都会设置在不同的地方,即称为调焦。自动调焦对金属激光切割机床的重要性自动调焦对金属激光切割机床的重要性在激光切割应用早期,调焦依靠手动,如今随着激光技术的发展,手动调焦终将淘汰,转而发掘自动调焦功能,例如高性能金属激光切割机床都具有全自动调焦功能。那么,也有些人会说,光路都是集成在切割头里面,简单改变激光高度不行吗?切割头升高,焦点位置就高,切割头降低,焦点位置就低。然而,事实证明并没有大家想象的这样简单。切割头底部为喷嘴,在切割过程中,喷嘴与工件之间的距离(喷嘴高度)约0.5~1.5mm,不妨看作是一个固定值,即喷嘴高度不变,故而不能通过升降激光头来调焦。


激光切割机在钣金加工行业已经是如鱼得水了,它的切割优势为板金加工企业解决了很多麻烦;不过都说人无完人,机器也一样,没有完美的机器,钣金激光切割机在使用过程中也会因为很多原因影响切割效果,随机误差就是一个不小的问题,激光切割机的随机误差,只能通过在线检测和控制来,下面小编就来为大家介绍这些误差的产生原因,快来一起看看吧。钣金激光切割机随机误差产生的原因钣金激光切割机随机误差产生的原因1.工件几何误差激光切割的对象为板材或覆盖件型零件,由于各种原因的影响,加工对象表面具有起伏不平,且在切割过程中的热效应的影响也会产生薄板零件的表面变形,对于1维激光加工,覆盖件在压制成型过程中也会产生表面的不平,所有这些,都会产生激光焦点与被加工对象表面的位置与理想位置发生随机变化。2.工件装夹装置产生的误差激光切割加工的工件是放在针状工作台上,由于加工误差、长时间与工件之间的磨损和激光的烧伤,针床会出现凸凹不平,这种不平也会产生薄钢板和激光焦点之间的位置的随机误差。钣金激光切割机随机误差产生的原因3.编程产生的误差在激光切割机加工过程中,复杂曲面上的加工轨迹是通过直线、圆弧等拟合的,这些拟合曲线和实际曲线存在一定误差,这些误差使得实际焦点和加工对象表面的相对位置和理想编程位置产生一定误差。而有些示教编程系统也会引进一些偏差。



