



以下是【球墨铸铁管配件】N300球墨铸管品质可靠的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
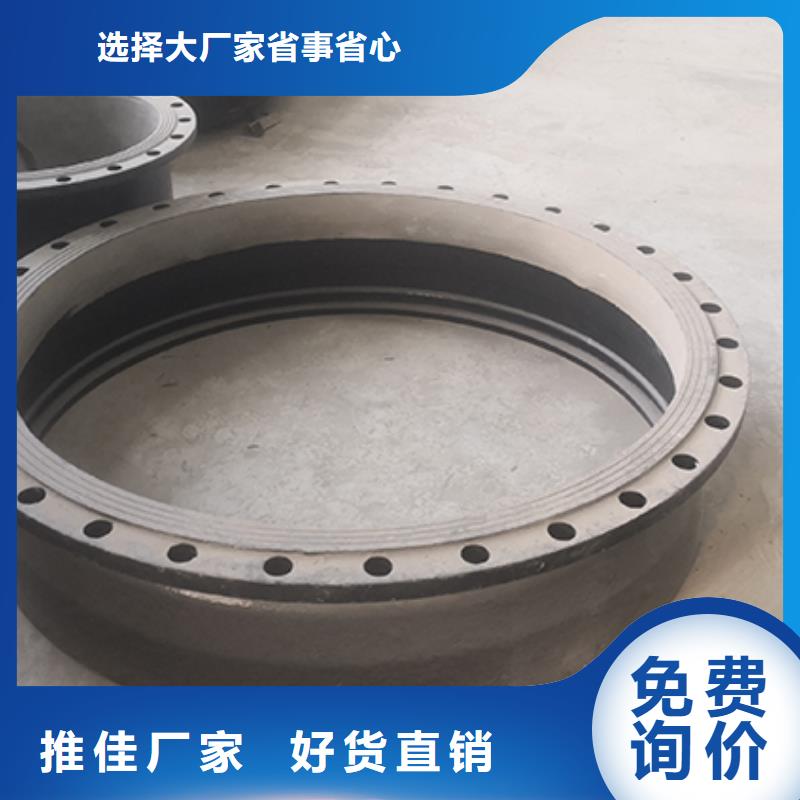
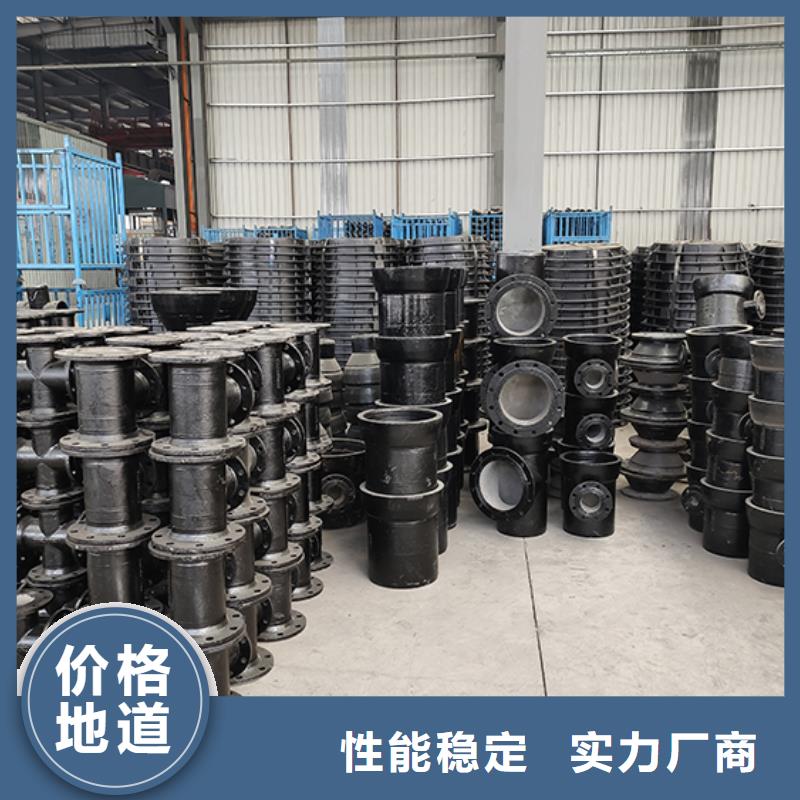
以下是:【球墨铸铁管配件】N300球墨铸管品质可靠的图文介绍

上海dn300球墨铸铁管技术创新是企业生命活力的源泉,人才是企业立足之本,是企业技术创新的核心,建立和完善技术创新机制和激励机制,鼓励和发挥技术人员的积j i性,加大 上海dn300球墨铸铁管产品开发力度,鑫福兴管业有限公司将一如既往的坚持诚信为本,守法经营,求实创新,团结奋进的企业精神,努力开拓,锐意进取。热忱欢迎你来电、来函、来人洽谈业务,共谋发展。


球墨铸铁管配件具有优*异的机械功用和外观质量,是引起给水管承载,超*级承压才干,密封功用可靠,使给水管道靠近完*美,即便在凌乱的地形的盐碱土,沼泽,沙漠 山坡平衡水分,也能出色完成任务模型的球墨铸铁管,具有抗冻才干的球墨铸铁管,只需没有特*殊情况,底子不会出现裂纹和爆管。可是,某些地区的居民,建村小 直径水管和位于打开的走廊里,虽然已经在管外绕包绝缘材料,水和其他供水设备放在"冬天",但在气温骤降,还需要做好室内和室外水设备防冻作业。球墨铸铁 与铸铁含石墨单体,是铸铁和石墨的混合物。通常铸铁石墨鳞片石墨的存在,强度低,所以有许多相当于铁皮空地,所以通常铸铁强度相对较低,更脆。球墨铸铁中 石墨球,相当于铸铁存在许多球形空泛。球形空泛对铸铁强度的影响比片状小空间,所以球墨铸铁的强度比通常铸铁强度高许多。(1)、扁钢方向为承重(支撑)方向,按沟(井)宽留间隙定扁钢长度L;(2)、按沟长排版,取符合加工模数的标准板宽995mm,板间留间隙5mm;(3)、沟(井)长余下不足1米部分靠模数定尺寸;(4)、根据沟(井)宽及承载要求选定钢格栅板型号。(5)、建议选择标准尺寸进行设计施工,我公司可按用户要求设计制作各种尺寸或具有其它功能。球墨铸铁篦子优点外形美观:线条简捷,兴县井篦子,银色外表,现代潮流。排水:漏水面积达83.3%,是铸铁的两倍多;热浸镀锌:防锈力强,免维护及更换。防盗设计:盖与框用铰联接,防盗,,球墨井篦子,开启方便;节省投资:大跨,混凝土井篦子,重载时,比铸铁价低且节省被盗或压碎更换的费用。高强度:强度和韧性远高于铸铁,可用于码头,机场等大跨度和重载荷的环境。规格多:满足不同环境、载荷、跨度、尺寸及形状所需;施工简单、重量轻、承载好、抗冲击、宁弯勿折、排水量大、经过热浸锌处理后美观耐用,防腐,具有铸铁盖板不可似的优点。采用铰链联结或者采用钩联接等方式,便于开启,并具防盗功能 。球墨铸铁管高铬铸铁退火,由于高铬制品其铸态硬度较高, 为改善工件的机械加工性能,球墨铸铁管的连接方法 所有毛坯必须进行必要的软化退火处理。具体工艺1 ,DN150球墨管 以壁厚不超过100mm且外形较复杂铸件为例) 如下。首先将需处理工件在室温下装入热处理炉, 然后随炉缓慢升温至400 ℃ 左右进行保温1 ~2h,球墨铸铁管厂家随后将炉温升至600 ℃再进行保温1 ~2h, 之后以不超过150 ℃/ h的温升速度,球墨铸铁管的连接方法 将炉温快速升至950 ℃后进行2 ~3h 的保温,DN150球墨管 也可采用较快速的退火工艺,DN150球墨管 待炉温自然降至820 ℃ 左右, 此后可控制电炉以10 ~15 ℃/ h 的温降速度将炉温降至700 ~720 ℃, 并在此温度保温4 ~6h ( 工件越厚其保温时间应越长) 后停炉, 工件可视情况随炉冷却或出炉置于静止的空气中冷却至室温( 以获得珠光体基体, 满足性能要求, 便于切削加工) 。 球墨铸铁管高铬铸铁具体生产中, 若所处理工件形状较为简单, 也可采用较快速的退火工艺, 即在温升至950 ℃并保温3h 后停炉, 之后可随炉冷却至400 ℃ 左右, 然后打开炉门, 继续冷却至300 ℃以下, 工件即可出炉空冷。



球墨铸铁管设备步骤: 1、应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法; 2、把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水; 3、清算胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内; 4、将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要; 5、可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位;也可采用加长管件的方法,用单根钢丝停止设备; 6、将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染; 7、将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合; 8、检查承口插口的位臵能否契合恳求。 球墨铸铁管配件


由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。1、 球墨铸铁的凝固特点球墨铸铁与灰铸铁的凝固方式不同是由球墨与片墨生长方式不同而造成的。在亚共晶灰铁中石墨在初生奥氏体的边缘开始析出后,石墨片的两侧处在奥氏体的包围下从奥氏体中吸收石墨而变厚,石墨片的先端在液体中吸收石墨而生长。在球墨铸铁中,由于石墨呈球状,石墨球析出后就开始向周围吸收石墨,周围的液体因为w(C)量降低而变为固态的奥氏体并且将石墨球包围;由于石墨球处在奥氏体的包围中,从奥氏体中只能吸收的碳较为有限,而液体中的碳通过固体向石墨球扩散的速度很慢,被奥氏体包围又限制了它的长大;所以,即使球墨铸铁的碳当量比灰铸铁高很多,球铁的石墨化却比较困难,因而也就没有足够的石墨化膨胀来抵消凝固收缩;因此,球墨铸铁容易产生缩孔。另外,包裹石墨球的奥氏体层厚度一般是石墨球径的1.4倍,也就是说石墨球越大奥氏体层越厚,液体中的碳通过奥氏体转移至石墨球的难度也越大。低硅球墨铸铁容易产生白口的根本原因也在于球墨铸铁的凝固方式。如上所述,由于球墨铸铁石墨化困难,没有足够的由石墨化产生的结晶潜热向铸型内释放而增大了过冷度,石墨来不及析出就形成了渗碳体。此外,球墨铸铁孕育衰退快,也是极易发生过冷的因素之一。 2、球墨铸铁无冒口铸造的条件从球墨铸铁的凝固特点不难看出,球墨铸铁件要实现无冒口铸造的难度较大。笔者根据自己多年的生产实践经验,对球墨铸铁实现无冒口铸造工艺所需具备的条件作了一些归纳总结,在此与同行分享。1、管材选用原则(1)具有优良的力学及物理性能和耐久性,确保供水******和具有较长的使用寿命;(2)具有良好的耐腐蚀性能,避免水质受到污染;(3)具有良好的水力性能,以减少水头损失,从而减少工程投资;(4)管道配件质量好,加工方便,规格齐全,施工和维修方便;(5)便于运输和施工,以减少施工难度,缩短施工周期;(6)根据管道沿线地形地质条件和管材来源,因地制宜地采用不同的管材;(7)管材性价比较优,在保证质量的前提下,以减少工程投资。
