



联系我们

【冷拔钢管】-GR15轴承专用管本地厂家值得信赖
更新时间:2024-12-30 03:05:02 浏览次数:13 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫中冶 |
| 是否可定制 | 可以 |
| 质量等级 | 一级 |
| 是否现货 | 部分现货 |
| 是否厂家直销 | 是 |



金海金属材料有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 广西钦州厚壁钢管厂家产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 广西钦州厚壁钢管厂家产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 广西钦州厚壁钢管厂家产品质量水平逐步提高,一年一个新台阶。


冷拔钢管市场价格上涨为主。节后第二天,部分冷拔钢管厂家依旧处于放假期间,虽然冷拔钢管厂家方面强势上调冷拔钢管出厂价格,但无奈市场处于半休市阶段,成交较为有限。另外从冷拔钢管厂家了解到,目前太原市小部分终端已复工,需求也有,但考虑到目前价格涨幅较大,冷拔钢管厂家恐高心态有所增加,报价方面实单优惠较大。就眼下来看,考虑到目前库存主要在冷拔钢管厂家手里,加之开年后这两日钢坯价格的持续拉涨,短时间内冷拔钢管厂家挺价上涨心态犹在,故短时间内太原冷拔钢管市场价格或将继续上行。
价格方面,现长钢产Φ8-10mm高线报价4580元(吨价,下同),较昨日价格上调50元;长钢产Φ18-22mm三级大螺纹报价4470元,较昨天价格上调50元;长钢产Φ8-10mm盘螺报价4600元,较昨日价格上调50元。



冷拔钢管屈服点的计算公式:
具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
上屈服点(σsu):试样发生屈服而力首次下降前的******应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的***小应力。
屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
③断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
④断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的******缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的***少横截面积,mm2。
⑤硬度指标
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
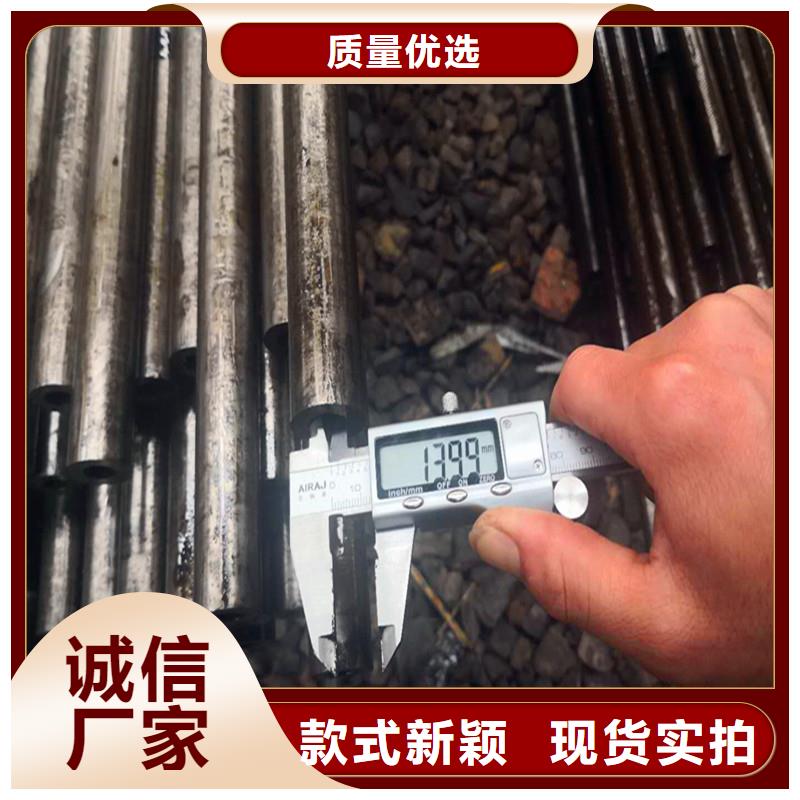
冷拔无缝管规格: 生产直径16MM-219MM ,壁厚:2.5MM-40MM各种规格无缝钢管。 生产长度:5米--9米以上
允许偏差D1 ±1.5%,***小±0.75 mmD2 ±1.0%.***小±0.50 mmD3 ±0.75%。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。



冷拔钢管市场价大幅上涨。本地市场:现货方面大幅上涨,成交较弱。市场方面陆续开市,市场询价气氛尚可。冷拔钢管厂家方面:永航出厂上调30元,累积较节前上调160元;航达、益鑫冷拔钢管厂家纷纷投产。消息面:唐山方面,自2月23日全市启动重污染二级响应。短期内,唐山环保趋严,给钢市稳价,打了一针强心剂。预计明日重庆市场冷拔钢管价格或震荡向上。
价格方面,现重钢产Φ8-10mm高线市场价格为4720元/吨,较昨日涨80;达钢产Φ8-10mm高线市场价格为4730元/吨,较昨日涨80;三级抗震螺纹 钢方面,重钢产Φ18-22mm冷拔钢管市场价格为4690元/吨,较昨日涨80;达钢产Φ18-22mm冷拔钢管市场价格为4720元/吨,较昨日涨80; 龙钢产Φ8-10mm高线市场价格为4690元/吨,较昨日涨80;龙钢产三级抗震Φ8-10mm冷拔钢管市场价格为4700元/吨,较昨日涨80。



按照冷拔钢管生产方法的不同.无缝钢管可以分为热轧管、冷轧管、冷拔管、挤压管等。冷拔无缝钢管一般在自动轧管机组上出产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继承轧制。经均整机均整壁厚,经定径机定径,达到规格要求。
利用连续式轧管机组出产热轧无缝钢管是比较好的方法。若欲获得尺寸小和质量好的无缝钢管,要采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机长进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机长进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可出产直径较小的钢管。