您的位置>首页 >青海当地行业新闻News >
直缝管无缝钢管细节决定品质
- 更新时间: 2025-01-12 16:22:14 浏览次数:19
- 产品报价: 23
- 最小起订: 电议
- 供货总量: 电议
- 运费说明: 电议
以下是:直缝管无缝钢管细节决定品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 23 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 沧州 |
|---|
| 类型 | 无缝钢管 |
|---|
| 品牌 | 钢兴 |
|---|
导读 直缝管无缝钢管细节决定品质,钢兴钢管
有限公司为您提供直缝管无缝钢管细节决定品质的资讯,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到青海省 西宁市、海东市、海北市、海南市、海西市、玉树市、果洛市、黄南市。 青海省 青海省,简称“青”,是中华人民共和国省级行政区,省会西宁市;位于中国西北内陆,北部和东部同甘肃省相接,西北部与新疆维吾尔自治区相邻,南部和西南部与西藏自治区毗连,东南部与四川省接壤,地势总体呈西高东低,南北高中部低的态势,位于四大地理区划的青藏地区;总面积72.23万平方公里,辖2个地级市、6个自治州;截至2022年末,全省常住人口595万人。
一分钟,了解产品的全部魅力!观看我们的直缝管无缝钢管细节决定品质产品视频,为您的购买决策提供有力支持。
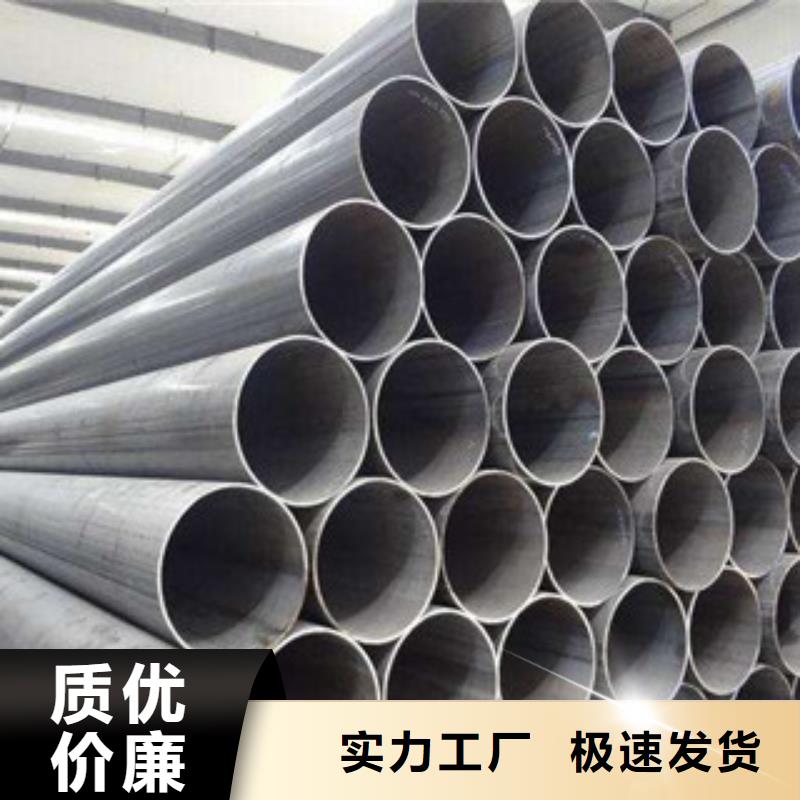
以下是:直缝管无缝钢管细节决定品质的图文介绍


焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



钢兴钢管
有限公司主营产品 青海合金管,公司凭着良好的信誉和优质的服务赢得广大客户的支持。经过全体员工的努力,现公司提供更优质,、的服务给广大的同行,厂家和商家;并具备一批专业的、年轻的骨干队伍,我公司本着以客户为主,诚信di yi的服务宗旨。公司成立以来,始终坚持“思路决定出路,人品铸就产品”的经营理念,连续多年被评为“文明企业”、“重点骨干企业”、“质量达标企业”、“重合同,守信用”企业,客户赠于“这里信得过”称誉。


钢兴钢管
有限公司技术力量雄厚,我厂本着“客户至上,诚信至上”的原则,与多家企业建立了长期的合作关系,产品质量有保障。钢兴钢管
有限公司是专业的 青海合金管生产厂家,本厂主要生产 青海合金管,凡在我司采购的材料,均提供相应的产品检验报告,可放心采购。欢迎广大用户实地考察,有意采购我司产品者,欢迎您索取资料或实地考察!
本企业发展思路是:抢抓机遇,开拓创新;同心拼博,携手共进。助我发展;就是要狠抓学心,改善心智,转换模式;就是要强化企业文化建设,形成同心谋发展,同步搞建设的氛围;就是要实现企业与合作伙伴共进,业主事业与员工职业成长共进,达到两个双赢。



螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。
总结 您是想要在青海省采购高质量的直缝管无缝钢管细节决定品质产品吗?钢兴钢管
有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的直缝管无缝钢管细节决定品质产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘学成-13722727880,QQ:133919903,地址:《风化店乡后枣园工业区》。