




文字的描绘可能无法完全捕捉【PE燃气管】高压电力管枕通过检测产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:【PE燃气管】高压电力管枕通过检测的图文介绍
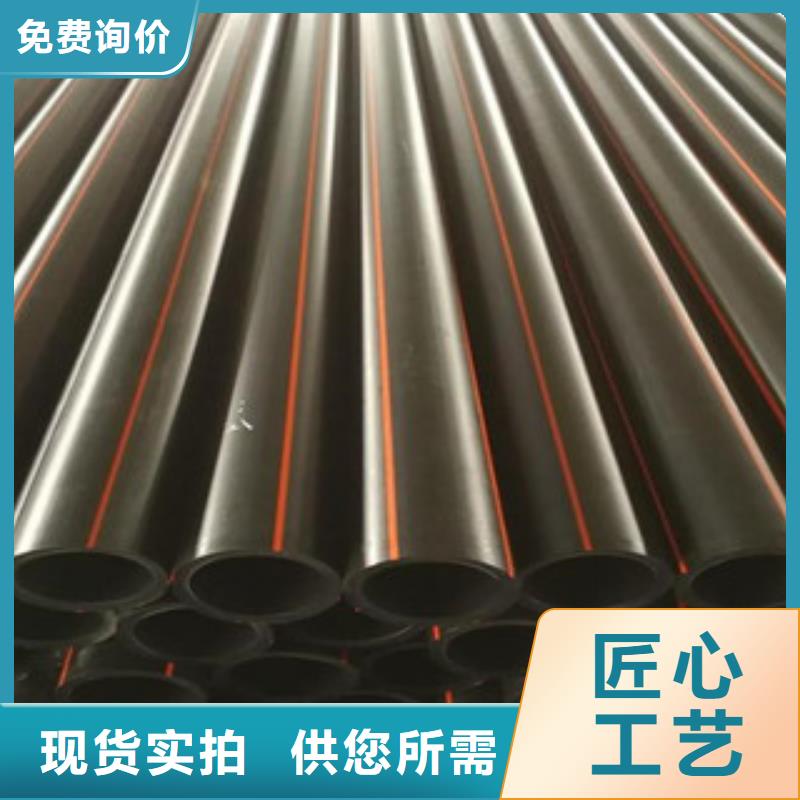
很好地解决了城市饮用水的二次污染。PE燃气管长久的使用寿命:在额定温度、压力状况下,PE管道可使用50年以上。PE燃气管较好的耐冲击性:PE管韧性好,耐冲击强度高,重物直接压过管道,不会导致管道破裂。PE燃气管可靠的连接性能:PE管热熔或电熔接口的强度高于管材本体,接缝不会由于土壤移动或活载荷的作用断开。PE燃气管良好的施工性能:管道质轻,焊接工艺简单,施工方便,工程综合造价低。PE燃气管电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。一般多用于160mm以下管。PE燃气管热熔对接连接:采用专用的对接焊机管道连接起来,一般多用于160mm以上管。PE燃气管钢塑连接:可采用法兰、螺纹丝扣等方法连接。
PE燃气管为方便施工和保证施工质量、还应准备相应的工具。PE燃气管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE燃气管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE燃气管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。
PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。
PE燃气管为方便施工和保证施工质量、还应准备相应的工具。PE燃气管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE燃气管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE燃气管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。
PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。



然后采用热熔连接或机械连接的方式连接这些管段。D、管道安装时,如遇管沟内积水应抽净,每次收工时,敞口管端应临时封堵。E、对于穿越铁路、公路、河流、城市主要道路的管道,应减少接口,且组对前宜对管材进行强度和气密性试验。F、聚乙烯燃气管道拖动和下管时,不能使用金属材料直接捆扎和吊运。公称直径小于20mm的管道可以手工拖入管沟内;对所有的大管道、管件、阀门、消防栓及配件,应该采用适当的工具仔细将它们放到管沟内;对于长距离的管道的吊装,采用尼龙绳索。G、聚乙烯燃气管道下沟时,应防止划伤、扭曲和过大的拉伸与弯曲, 拖动力不得大于由下式计算式中:F── 拖动力(N);SDR──标准尺寸比;D──管材外径(mm)。
H、聚乙烯燃气管道利用柔性自然弯曲改变走向时,其弯曲半径不应小于25倍的管材外径。I、聚乙烯燃气管道敷设时,应在管顶同时随管道走向敷设示踪线。J、聚乙烯燃气管道敷设完毕后,应对外壁进行外观检查,无影响产品质量的划痕、磕碰等,方可对管沟进行回填,并作好纪录。K、在管道插入聚乙烯管敷设时应符合下列要求。a)、聚乙烯燃气管道插入敷设时,插入起始端工作坑的长度应满足施工要求。b)、聚乙烯燃气管道插入施工前,旧管道各节点的三通、弯头等应予以开挖并切除,开挖及切除长度应满足施工连接需要。c)、旧管道可使用清管设备管道内壁沉积物、尖锐凸缘和其他杂物;并使用和插入的聚乙烯管道同种规格的管道进行穿越测试。测试管段长度不应小于4m。
达到穿越通畅,管道表面划伤不超过壁厚的10%为合格;否则,应继续清理,直到达到上述要求为止。d)、插入施工时,应在旧管端加一个硬度大于插入管的漏斗形导滑口。e)、插入后管道各节点三通、弯头等应使用电熔承插连接,连接应在各管段穿插完成至少静置24h后进行。f)、插入各管段端口处与原管道环型空间应用密封材料予以密封。g)、应按《施工规范》的要求回填工作坑,管道底部和两侧的密实度必须达到要求。(5)终的管道连接与装配管沟内管道的热熔连接同地面上管道的热熔连接方式相同,但必须保证所连接的管道在连接前必须冷却到土壤的环境温度。HDPE管道与金属管道、水箱或水泵相连时,一般采用法兰连接。对于HDPE管材之间。
H、聚乙烯燃气管道利用柔性自然弯曲改变走向时,其弯曲半径不应小于25倍的管材外径。I、聚乙烯燃气管道敷设时,应在管顶同时随管道走向敷设示踪线。J、聚乙烯燃气管道敷设完毕后,应对外壁进行外观检查,无影响产品质量的划痕、磕碰等,方可对管沟进行回填,并作好纪录。K、在管道插入聚乙烯管敷设时应符合下列要求。a)、聚乙烯燃气管道插入敷设时,插入起始端工作坑的长度应满足施工要求。b)、聚乙烯燃气管道插入施工前,旧管道各节点的三通、弯头等应予以开挖并切除,开挖及切除长度应满足施工连接需要。c)、旧管道可使用清管设备管道内壁沉积物、尖锐凸缘和其他杂物;并使用和插入的聚乙烯管道同种规格的管道进行穿越测试。测试管段长度不应小于4m。
达到穿越通畅,管道表面划伤不超过壁厚的10%为合格;否则,应继续清理,直到达到上述要求为止。d)、插入施工时,应在旧管端加一个硬度大于插入管的漏斗形导滑口。e)、插入后管道各节点三通、弯头等应使用电熔承插连接,连接应在各管段穿插完成至少静置24h后进行。f)、插入各管段端口处与原管道环型空间应用密封材料予以密封。g)、应按《施工规范》的要求回填工作坑,管道底部和两侧的密实度必须达到要求。(5)终的管道连接与装配管沟内管道的热熔连接同地面上管道的热熔连接方式相同,但必须保证所连接的管道在连接前必须冷却到土壤的环境温度。HDPE管道与金属管道、水箱或水泵相连时,一般采用法兰连接。对于HDPE管材之间。



润星电力管材有限公司是专业 河南濮阳玻璃钢电力管解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 河南濮阳玻璃钢电力管新产品的研发,满足用户多元化的需求。
