




想要更直观地感受钢板卷管_桥式滤水管多种款式可随心选择产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:钢板卷管_桥式滤水管多种款式可随心选择的图文介绍


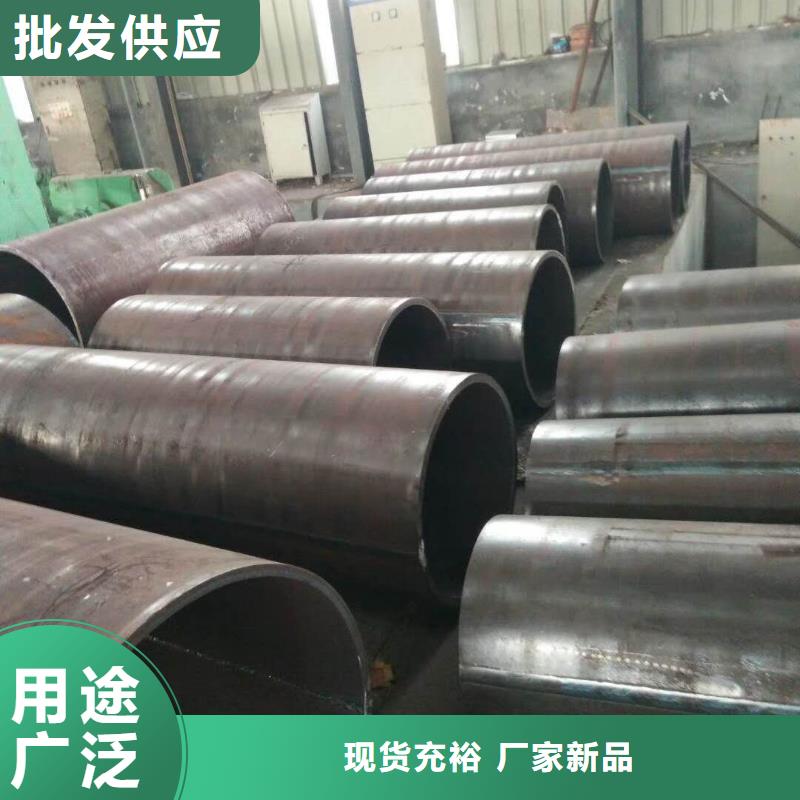
山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。



低压碳钢板卷管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。碳钢板卷管在我国钢板卷管业中具有重要的地位。 低压碳钢板卷管的规格用外径*壁厚毫米数表示。低压碳是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。碳钢板卷管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢板卷管。

放样下料 必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。


山特金属有限公司是一家无缝钢管,合金钢管,***钢管,精轧钢管,光亮管,厚壁焊管,大口径焊管,无缝方矩管,材质范围10#,20#,45#,27simn,16mn,Q345B,15crmo,42crmo,35crmo,40cr,45mn2,37mn5,大型合金无缝钢管厂家、大口径厚壁钢管,进口合金无缝钢管,液压钢管,石油管,***钢管,液压无缝钢管,,液压钢管,大口径厚壁无缝钢管,常年销售国内外***的无缝钢管、热处理无缝钢管、合金钢管、大直径无缝钢管。在我公司购买产品,我公司将会以四心服务广大客户!1、商品放心:我公司所售商品均为品牌***,自产钢管均带圆钢***书,代理产品均带生产商***书。2、售后放心:我公司可按照客户需求发货,有质量出入无条件退货(换货)3、服务放心:我们将以***的服务让你放心的购买,合作期间将保持密切电话联系;4、配送放心:我公司有自己的物流部门,我公司货场离高速路口不到一公里,可货运全国,可根据客户要求随时装车发货,24小时内可货运江、浙、沪、京津唐等周边地区,48小时内可货运全国。检查材料质量合格证明书、标识及检验报告是否符合现行有关标准及规范的要求。钢板卷管厚度及允许偏差是否符合产品标准的要求。钢材外观质量是否符合 现行有关标准的规定,当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于钢材厚度允许偏差值的12;钢材表面的锈蚀等级应符合现行 标准涂装前钢材表面锈蚀等级和除锈等级GB8923规定的C级及C级以上;钢材端边或断口处不应有分层、夹渣等缺陷。



山特金属制品有限公司(莆田分公司)坐落于传统与创新交融的福建莆田高新技术产业开发区,拥有100万平方米 桥式滤水管生产基地。10多年春华秋实、初心不变,我们坚守着做 桥式滤水管行业追求者的品牌定位,为改变 桥式滤水管而精工智造!


钢板卷管的生产过程介绍:1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢板卷管后采用自动埋弧焊补焊。3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5.采用外控或内控辊式成型。6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。9.采用空气等离子切割机将钢板卷管切成单根。10.切成单根钢板卷管后,每批钢板卷管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢板卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13.每根钢板卷管经过静水压试验,压力采用径向密封。试验压力和时间都由钢板卷管水压微机检测装置严格控制。试验参数自动打印记录。



